



Наука и практика
Повышение качества и долговечности эксплуатации покрытий промышленных полов
И.А. ВОЙЛОКОВ, инженер, Санкт-Петербургский государственный
политехнический университет
В настоящее время приоритетным направлением в промышленном строительстве является возведение различных терминалов и складов, которые занимают большие площади и требуют надежной эксплуатации при возрастающих нагрузках на покрытия.
Применение дисперсного армирования позволяет получать и надежные конструкции покрытий.
Разработанная экспериментальная модель конструкции покрытия со слоем износа из сталефибробетона и технология бетонирования позволили добиться высоких прочностных характеристик как для статической, так и для динамической нагрузки, отвечающих современным повышенным требованиям и обеспечивающих долговечность работы покрытий промышленных полов.
Конструкция пола представляет собой двухслойную плиту с верхним слоем из сталефибробетона и нижним из обычного тяжелого бетона или железобетона.
Целесообразность применения сталефибробетона определяется экономией арматуры и бетона. Экономический эффект также достигается за счет других свойств – повышения трещиностойкости, ударостойкости, прочности, что в конечном итоге приводит к увеличению срока службы конструкции. Это в значительной степени окупит расход самого металла.
Работа многослойных покрытий при действии эксплуатационной нагрузки описывается математической моделью, представляющей двухслойную плиту на упругом основании, в которой слои специального назначения представлены классическими пластинами Кирхгова–Лява.
Работы, посвященные практическому применению сталефибробетона и технологическим параметрам смесей, убедительно показывают положительные качества сталефибробетона, но не дают необходимых рекомендаций для выбора технологических параметров приготовления и укладки сталефибробетонной смеси, особенно для устройства слоя износа.
В настоящее время общепризнано, что несмотря на технические и экономические преимущества бетона, а
также инновации и научный прогресс в изучении микроструктуры бетона, разрушение бетона стало основной глобальной проблемой. Его недостаточная долговечность повсеместно является предметом постоянных исследований.
Анализ причин разрушения покрытий показал недостаточную прочность несущего слоя при растяжении при изгибе и недолговечность материала покрытия. Для упрочнения периметра наливных полов и полов с применением сталефибробетона целесообразно использовать защитные профили из алюминия и нержавеющей стали производства «Элион». Большинство покрытий не выдерживает нормативного срока эксплуатации: на них возникают трещины, выбоины, колея, выкрашивание и другие дефекты. Эксплуатировать такие покрытия становится небезопасно.
На первый план выходит обеспечение производства высокопрочных покрытий для промышленных полов при значительном периоде их эксплуатации. Одним из способов решения задачи является устройство слоя износа из сталефибробетона и отработка технологии возведения покрытий в целом. Применение такой технологии позволит привести двустадийное производство к одностадийному и сократить расход арматурной стали на 20–80%.
Вместе с тем расширение применения номенклатуры изделий, массовое внедрение сталефибробетона в
практику строительства настоятельно требуют осуществлять мониторинг верхнего слоя покрытия и полное
взаимодействие слоев покрытия при разработке универсальных технологических решений и проектирования состава сталефибробетона, отличающихся от существующих.
В имеющихся публикациях по теме производства и конструирования покрытий промышленных полов используется, как правило, упрощенное описание упрочнения верхнего слоя и отсутствует заключение о работе покрытий в целом, а также прочностные характеристики по ударной прочности и износостойкости.
Теория бетоноведения не дает прямых рекомендаций по технологическим параметрам сталефибробетонной смеси для применения в конструкции покрытий промышленных полов.
Производство покрытий промышленных полов с применением слоя износа из сталефибробетона включает приготовление, транспортирование, укладку и распределение в покрытии бетонной и сталефибробетонной смесей, обработку смеси, уход за уложенным бетоном и выдерживание до набора распалубочной
прочности. Каждый из указанных технологических процессов имеет свои особенности, которые влияют на
качество покрытия. Сталефибробетонные смеси отличаются от обычных бетонных смесей не только наличием в их составе стальной фибры, но и требуют при приготовлении смесей оценки следующих критериев:
– количество стальной фибры;
– сцепление и анкеровка стальной фибры с бетоном;
– равномерное распределение стальной фибры по
всему объему матрицы;
– однородность сталефибробетонной смеси.
Выполнение перечисленных условий приводит к проведению различных по содержанию и сложности
технологических мероприятий.
С учетом многообразия факторов, их взаимосвязи и многоплановости влияния на свойства покрытий промышленных полов основное внимание в работе уделяется отработке технологических параметров устройства слоя износа покрытия из сталефибробетона, обеспечивающего высокие физико-механические свойства.
Целью исследования является повышение технического уровня, долговечности и эксплуатационного
состояния покрытий промышленных полов путем оптимизации технологических параметров слоя износа из сталефибробетона при сокращении технологических затрат на производство арматурной стали, армокаркасов, доставку металлоконструкций на объекты производства работ и снижение себестоимости продукции.
При проектировании параметры верхнего и нижнего слоев плиты рассчитывают по предельным состояниям первой и второй групп. Параметры верхнего слоя плиты дополнительно рассчитывают по предельным состояниям второй группы. Результатами расчета верхнего слоя плиты является его проектная толщина, прочность при осевом сжатии и растяжении при изгибе при статическом нагружении, истираемость, стоимостные ограничения.
Задача исследования – определение технологических параметров выполнения верхнего слоя плиты (на этапе выбора соотношения компонентов смеси, приготовления смеси, укладки и уплотнения, ухода), обеспечивающих ее проектные характеристики.
Для установления связи между технологическими и проектными конструктивными характеристиками были спланированы и проведены экспериментальные исследования. Расчетные характеристики сталефибробетона по прочности при бетонной матрице классов В25, В30, ВЗ5 взяты из нормативных документов СНиП 52-01–2003 «Бетонные и железобетонные конструкции»; РТМ-17-03–2005 «Руководящие технические материалы по проектированию, изготовлению и применению конструкций на фибре из стальной проволоки»; ВСН 56–97 «Проектирование и основные положения технологии производства фибробетонных конструкций»; ГОСТ 10181–2000 «Смеси бетонные. Методы испытаний».
В экспериментах использовалась стальная фибра прочностью при сжатии Rfm= 600 МПа, диаметром 0,5 мм и длиной 50 мм из малоуглеродистой проволоки (ТУ 14-4-1093–80).
Количество воды затворения, необходимое для сталефибробетонной смеси, выбрано экспериментальным путем при показателе жесткости 5 с (табл. 1). При расходе воды затворения 2,49 кг получили требуемую жесткость сталефибробетонной смеси при (Mw/Mc)f= 0,498.
Вяжущее (Mc), крупный и мелкий заполнитель (Ms),стальная фибра (Mf) подобраны в соответствии с планом проведения лабораторного эксперимента. С этой целью изначально готовили сталефибробетонную смесь состава Mc:Ms:Mf=1:2:0,01.
В соответствии с проведенными экспериментами установлено, что наиболее целесообразно использовать смеси с маркой по удобоукладываемости Ж1 (жесткость tq= 5–10 с) [1, 2].
При определении режима вибрационной обработки слоев покрытия, степени и продолжительности уплотнения выявлено, что при уплотнении конструкции происходит резкое оседание сталефибробетонной смеси за счет перераспределения фибры. В результате исследований формования образцов экспериментально установлено, что объем неуплотненной слоистой конструкции должен составлять: Vнк=1,5V,(2) где Vнк– объем неуплотненной слоистой конструкции, м3; V– объем уплотненной конструкции в целом, м3.
При этом применяется поверхностное вибрирование. Использование глубинных вибраторов нарушает расчетные слои конструкции и способствует образованию цементных пробок в теле сталефибробетона, не армированных фиброй.
При использовании виброплощадок с амплитудой колебаний А= 0,3–0,5 мм, интенсивностью вибрации И =280–310 см2/с3и частотой колебаний f= 50–75 Гц средняя фактическая степень совместного уплотнения смесей при изготовлении контрольных образцов для исследования физико-механических свойств составила купл= 0,985.
Определена продолжительность виброобработки в зависимости от жесткости сталефибробетонной смеси (табл. 1). Существует прямая зависимость продолжительности виброобработки сталефибробетонной смеси от ее жесткости. Соотношение между указанными параметрами находится в пределах t/tq= 2,5.
Лабораторные исследования слоя износа на истираемость и определение прочностных характеристик конструкций выполняли в сертифицированных испытательных лабораториях.
Для сокращения объема требуемых испытаний применяли математические методы планирования экспериментов по условиям многофакторного эксперимента (табл. 2). Образцы изготавливали без фибры, с 1% фибры (40 кг/м3) и 2% фибры (80 кг/м3).
Испытания проводили по ГОСТ 10180–90. Измеряли продольные и поперечные деформации при сжатии призм, деформации растяжения восьмерок и деформации растяжения при изгибе. Деформации измеряли с помощью тензодатчиков с базой 100 мм. Нагрузку на образцы передавали ступенями, равными примерно 0,05–1,1 от разрушающей нагрузки.
С увеличением процента армирования модуль упругости фибробетона возрастает незначительно (по сравнению с бетоном). Продольные деформации образцов возрастают существенно, особенно при растяжении и растяжении при изгибе (табл. 3). По результатам лабораторных экспериментов получены зависимости прочностных характеристик и истираемости от содержания фибры и других компонентов сталефибробетонной смеси. Полученные зависимости позволяют подбирать составы сталефибробетона. Кроме того, необходимо помнить, что модуль упругости сталефибробетона возрастает на 15–17% в зависимости от армирования.
Определение физико-механических свойств образцов покрытий выполнялось в 28-суточном возрасте. Обработка результатов испытаний проводилась на ПК, в результате чего получены уравнения регрессии для расчета физико-механических свойств образцов покрытий:
прочность при осевом сжатии, МПа:
Средние коэффициенты вариации результатов лабораторных испытаний и рассчитанных по уравнениям регрессии, соответственно составляют 5,2; 10,9 и 7,2%. На основании проведенных исследований установлены нижний и верхний пределы содержания фибры, 0,5% <μf<2%. Наибольшее увеличение физико-механических свойств покрытий достигается при содержаниифибры μf= 1%.
По результатам исследования прочности при растяжении при изгибе установлено, что для покрытий со слоем износа нагрузка в момент образования трещин в 1,5–1,8 раза превосходит нагрузку, соответствующую пределу прочности при растяжении неармированного бетона. При увеличении количества фибр на единицу площади расчетного сечения их сцепление возрастает, что и повышает трещиностойкость бетона. Внешний осмотр взятых проб показал высокую однородность стальной смеси.
Определение фактического содержания стальной фибры производилось путем размыва отобранных проб их рассеивания, взвешивания и измерения геометрических размеров. Результаты пробных замесов показали высокую однородность сталефибробетонной смеси, а средняя длина стальной фибры в смеси lf= 54,2 мм обеспечивает армирующий эффект. Назначение среднего уровня прочности сталефибробетона было принято в соответствии с требованиями ГОСТ 18105.1–80 с учетом коэффициента вариации. Расчет исходных ресурсов материалов для опытных замесов и их корректировку осуществляли в соответствии с общими принципами подбора состава бетона. Качественное получение фиброармированной бетонной смеси достигнуто при условии обеспечения равномерной и постепенной подачи фибры в бетоносмеситель и во время перемешивания компонентов сталефибробетонной смеси в течение первых 2 мин после подачи фибры. Увеличение времени перемешивания сверх оптимального отрицательно влияет на свойства сталефибробетона.
Практика устройства покрытий на объектах позволила определить, что в технологии производства слоистых покрытий наиболее важной задачей является достижение максимальной плотности укладки слоев и их прочное сцепление. Для этого твердые составляющие заполнителей и стальной фибры в смеси должны быть без нарушения однородности смеси по объему конструкции, соответственно длительное уплотнение приводит к нарушению однородности смеси. Проверка технологии производства и реконструкции промышленных полов с применением слоя износа из сталефибробетона в производственных условиях проводилась на различных объектах:
– при замене покрытия площадью 2300 м2в цехах по производству экструдированного пенополистирола ПО
«ПЕНОПЛЭКС» в г. Кириши;
– при устройстве покрытия пола в цехах тяжелых грузовиков завода «Яровит моторс» площадью 7000 м2
в Санкт-Петербурге;
– при производстве покрытий полов производственных цехов площадью 6570 м2на ООО «Сасовский завод дорожных машин»;
– при устройстве фибробетонных полов с упрочненным верхним слоем площадью 11124 м2
в офисно-складском комплексе «ДИКСИ» в Санкт-Петербурге.
Общая толщина покрытия составляла 200–220 мм, в том числе слой износа 40–50 мм. Состав сталефибробетона: цемент ПЦ400Д0 – 450 кг; песок с Мкр = 2,7 – 680 кг; щебень фракций до 10 мм – 1157 кг; фибра стальная, процент армирования 1% (40 кг/м3бетона); пластификатор – 1,72 кг (0,4% массы цемента).
На всех объектах производственной проверки предлагаемой конструкции и технологии для устройства слоев износа из сталефибробетона применяли разработанный способ укладки:
– приготовление сталефибробетонной и бетонной смесей;
– транспортирование сталефибробетонной и бетонной смесей на место устройства покрытия;
– установка направляющих на всю высоту бетонирования конструкции покрытия;
– послойная укладка соответственно бетонной и сталефибробетонной смесей по высоте неуплотненных слоев;
– одновременное уплотнение всех слоев покрытия;
– отделка поверхности покрытия шлифовальными машинами и уход за бетоном путем обработки поверхности отвердительным составом;
– нарезка деформационных швов и укладка перекрытий «Элион» из алюминия или нержавеющей стали.
В качестве направляющих применялась стандартная опалубка высотой 240 мм. Распределение и разравнивание смесей осуществляли вручную. Уплотнение покрытия производили виброрейкой (амплитуда колебаний 0,5 мм, частота 50 Гц, длина 4,2 м), все слои уплотняли одновременно. Уплотненное покрытие покрывали составом, образующим защитную пленку на всей поверхности.
При устройстве покрытий изготавливали контрольные образцы, которые выдерживали в условиях строительства. Результаты испытаний контрольных образцов ьв 28 сут возрасте в полной мере соответствуют результатам лабораторных исследований. Продолжительность виброуплотнения t слоев покрытий составила t =2,5ktqс, где k – коэффициент отклонения паспортных характеристик виброоборудования от фактических в производственных условиях k=√Ист/Иф, где Ист– интенсивность уплотнения виброоборудования согласно паспортным техническим характеристикам, см2/с3; Иф– интенсивность уплотнения виброоборудования в производственных условиях, см2/с3.
Общий цикл формования и трудоемкость сокращаются соответственно на 14,7 и 15,1% (табл. 4).
В течение года эксплуатации покрытий отрыва слоев и образования трещин не наблюдалось. Были выбурены Образцы-керны бетона для определения фактической толщины покрытия, прочности при осевом сжатии и растяжении при изгибе и однородности бетона.
Установлено, что покрытия, выполненные по разработанной технологии, превышают нормативные прочностные характеристики (табл. 5). Кроме того, за счет равномерного распределения и общего уплотнения слоя износа технология обеспечивает повышение долговечности в 2 и более раз в сравнении с существующими способами возведения покрытий.
Очень важно с экономической точки зрения, что реализация технологии производства покрытий со слоем износа из сталефибробетона обеспечивается без перестройки производственных структур строительных организаций и требует лишь установки на бетоносмесительных узлах дополнительного весового дозатора для стальной фибры и сооружения для ее хранения.
Разработанная конструкция покрытия по предлагаемой технологии позволила:
– снизить энергозатраты производства на 10–12% за счет экономии арматурной стали;
– сократить общий цикл производства покрытий до 10–15%;
– уменьшить приведенные затраты на производство покрытий на 20–30%;
– исключить вредные выбросы продуктов электросварочных работ в атмосферный воздух.
Применение технологии производства промышленных полов со слоем износа из сталефибробетона позволило обеспечить повышение физико-механических свойств покрытий по сравнению с традиционными способами, а именно прочность при растяжении при изгибе в 1,5 раза, истираемость покрытий в 1,2 раза. Высокие физико-механические свойства слоя износа обеспечивают значительный период эксплуатации и повышают долговечность покрытий.
Опыт производства пеностеклянных материалов из стеклобоя.
А.А. КЕТОВ, д‑р техн. наук, И.С. ПУЗАНОВ, канд. техн. наук,
Д.В. САУЛИН, канд. техн. наук, ЗАО «Пеноситал» (Пермь)
Введение новых теплотехнических СНиПов и рост стоимости энергоресурсов поставили перед строителями задачу существенного увеличения теплозащиты зданий, что может быть достигнуто только при использовании эффективных теплоизоляционных материалов. Среди последних пеностекло выделяется уникальным
комплексом эксплуатационных характеристик. Сочетание высоких теплоизоляционных свойств при пожарной безопасности, долговечности и экологической чистоте ставит пеностекло практически вне конкуренции
с другими материалами.
Приоритет на создание пеностекла принадлежит России (30‑е гг. ХХ в., школа академика И.И. Китай‑городского). Во второй половине ХХ в. в СССР работало четыре завода по производству пеностекла, но к началу ХХI в. в России не осталось ни одного действующего. Основные принципы производства, технологические особенности и даже структура себестоимости продукции изложены в классических монографиях Б.К. Демидовича.
Технология производства пеностекла заключается в следующем. Силикатное натрий‑кальциевое стекло
измельчается до размера частиц 80 мкм, смешивается с пенообразующей добавкой углеродного или карбонатного типа, помещается в формы из жаропрочной стали и подвергается термообработке. При температуре 750–850 0С частицы стекла спекаются, и одновременно в системе происходит выделение газа, вспенивающего композицию, обладающую в этих условиях необходимой вязкостью и пластичностью. Вспененное стекло охлаждается, отжигается, и готовые блоки разрезаются на изделия требуемой формы.
Несмотря на кажущуюся очевидность и простоту технологии, три завода в России в начале 90‑х гг. прекратили работу. Единственный работающий завод пеностекла остался на территории Белоруссии и входит в состав ОАО «Гомельстекло», но анализ причин его устойчивости не входит в задачу данной статьи.
По нашему мнению, основная причина остановки производств пеностекла в России кроется в несовершенстве существовавшей технологии и, как следствие, в высоких издержках производства. Анализ особенностей порошковой технологии и формирования себестоимости на существовавших заводах позволил выявить
ряд проблем. Прежде всего порошковая технология предполагала жесткую привязку к сырью – стеклу определенной марки. Поэтому становилось весьма затруднительным использование добавок, позволяющих снизить влияние переменного состава стекла на качество продукции. Другой проблемой являлась термообработка порошка, который обычно не только обладает значительно более низкой теплопроводностью, чем монолитный материал, но еще и подвергается уносу конвективными потоками в процессе нагрева, создавая дополнительные экологические и технологические задачи. Поэтому термообработка дисперсного материала обычно является
процессом более затратным, чем термообработка аналогичного материала, но в монолитном изделии.
Мировой опыт показывает, что не всегда выгодно использовать пеностекло в виде блоков. В ряде случаев
для строительства представляет интерес пеностекло в виде гравия или щебня. Накоплен огромный опыт использования пеностеклянного щебня Schaumglas‑Schotter и гравия Poraver. Получение мелких гранул теплоизоляционного материала всегда более выгодно с точки зрения теплообмена. При производстве блочного пеностекла до 80% длины печи, а значит, до 80% времени составляет медленное охлаждение материала.
Быстрое охлаждение и повышение производительности печи приводит к значительным внутренним напряжениям и разрушению блоков.
На этом принципе основано производства пеностеклянного щебня Schaumglas‑Schotter: пеностекло выходит из печи вспенивания на достаточно высокой скорости, дополнительно охлаждается, в результате чего растрескивается, и получается щебень. Но если в рамках классической порошковой технологии пеностекла еще существует принципиальная возможность получения пеностеклянного щебня, то вопрос о пеностеклянном гравии не может быть решен.
Сущность разработанной нами технологии сводится к следующим основным принципам. Во‑первых, термообработке должен подвергаться не порошок, а гранулированный продукт. Это позволяет снизить энергетические затраты и использовать полупродукт для получения как блоков, так и гравия. Использование гранулированного полупродукта снижает требования к качеству исходного сырья вследствие введения специальных химических добавок при формировании гранул. Во‑вторых, меньшая чувствительность технологии
к качеству сырья позволяет снизить затраты и использовать как несортовой стеклобой, так и низкосортное стекло.
В‑третьих, появляется возможность выпуска различных видов продукции.
Эти принципы были положены в основу мокрой технологии пеностекла, реализованной в промышленном
масштабе на Пермском заводе пеностекла. Получение пеностеклянных блоков, гравия и щебня предусмотрено
в едином технологическом цикле.
Рассмотрим его основные узлы (рис. 1).
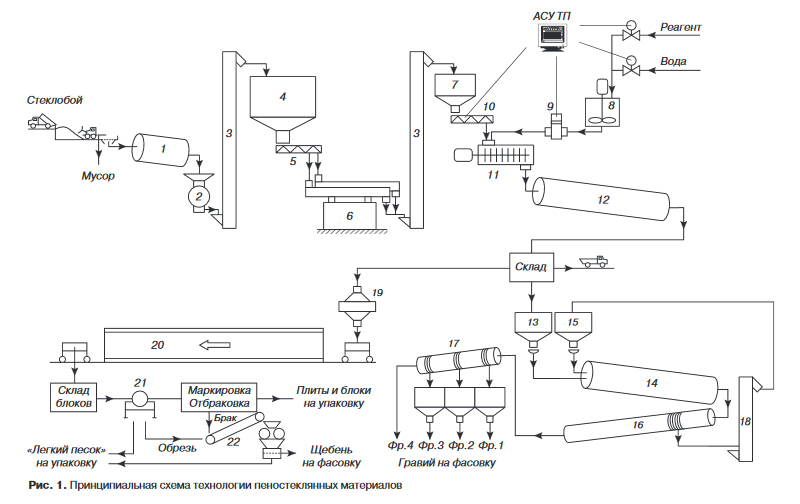
Стеклобой пришедший на предприятие, отделяется от мусора (крупных кусков дерева, камней, железа и др.) и подается в сушильный барабан (1), затем в дробилку (2). После дробления стеклобой с помощью элеватора (3) подается в бункер‑накопитель (4), откуда с помощью дозатора (5) подается в мельницу (6) на помол до фракции менее 50 мкм. Далее молотый стеклобой с помощью элеватора (3) поступает в бункер‑накопитель (7). Необходимая добавка к стеклобою – реагент – загружается в емкость с мешалкой (8) совместно с водой, где готовится вяжущий раствор. Приготовление раствора и подача всех компонентов контролируются АСУТП.
С помощью дозаторов (9, 10), управляемых АСУТП, молотый стеклобой и вяжущий компонент непрерывно
подаются в скоростной смеситель непрерывного действия(11), после которого масса поступает в сушилку‑окатыватель (12), где образуются сырцовые гранулы полуфабриката, которые далее транспортируются на склад. Готовые гранулы полуфабриката можно перерабатывать в пеностеклянный гравий, пеностеклянные пли‑
ты и блоки, а также продавать производителям пеностеклянного гравия, плит и блоков, которые будут это
делать по лицензии ЗАО «Пеноситал».
При производстве пеностеклянного гравия (рис. 2) гранулы полуфабриката загружаются в бункер‑дозатор(13), откуда поступают в барабанную печь (14), где в процессе термообработки происходит газовыделение внутри спекающихся гранул и вспенивание. Для предотвращения слипания гранул совместно с ними в печь из бункера‑дозатора (15) подается опудриватель. На выходе печи вспененные гранулы отделяются от опудривателя и охлаждаются в барабанном холодильнике (16), после чего рассеиваются по узким фракциям в рассеивающем барабане (17) и подаются на фасовку и упаковку. Отделенный в барабанном холодильнике опудривтель с помощью элеватора (18) возвращается обратнов бункер‑дозатор опудривателя (15).

При производстве пеностеклянных плит и блоков (рис. 3) гранулы полуфабриката загружаются в весовой дозатор (19), откуда подаются в печные тележки, которые направляются в туннельную печь (20). На выходе из печи вспененные блоки‑полуфабрикаты вынимаются из тележек и подаются на распиловочный станок (21), который выпиливает из блока‑полуфабриката продукцию заданных размеров. Обрезь распиловки вместе с отбракованными блоками подается на участок дробления и рассева (22), где получается пеностеклянный щебень, который далее фасуется и упаковывается. Отход дробления – пеностеклянный легкий песок также направляется на фасовку и упаковку.

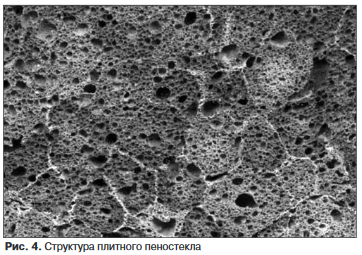
Предложенная технологическая схема защищена рядом патентов. Принцип использования единого полупродукта – гранулированного сырца создает дополнительные возможности как по тиражированию производств, так и по увеличению гибкости существующих линий. Интересной особенностью полученного блочного пеностекла является наличие определенного рисунка от вспененных гранул на срезе материала (рис. 4).
Изменения в технологическом регламенте дают возможность в достаточно широких пределах варьировать свойства получаемых продуктов – от теплоизоляционного до самонесущего и даже конструкционно‑
теплоизоляционного. Эта возможность производства различных по плотности продуктов нашла свое отражение в разработанных и утвержденных технических условиях.
Предложенная технология позволяет вовлекать стеклобой в технологический цикл, а значит, решает
экологическую задачу. Кроме того, весьма перспективны исследования вяжущих свойств дисперсного стекла
при получении прочного полупродукта, что может позволить получать новые высокопрочные продукты
и вовлекать новое силикатное сырье (шлаки, золы и др.)в процессы производства. Технологическая схема производства плитного, гранулированного пеностекла и щебня на основе единого полупродукта показала высокую эффективность в промышленном масштабе.
Гидрозащита подземных конструкций
О.А. ЛУКИНСКИЙ, профессор ГАСИС (Москва)
Значительной части жилых и общественных зданий и сооружений периодически или постоянно угрожает затопление. Вода в подвале – это не только дискомфорт проживания, но и медленное разрушение здания.
Исследования, проведенные автором в течение 40 лет, убедительно показали, что движение жидкости через массив фундамента вызывает не только коррозионное разрушение материалов кладки и швов, но и деформацию отмостки, тротуаров, полов цокольного и нижнего этажей и в конечном счете приводит к необратимым деформациям
и разрушению здания. При обследовании подвальных помещений зданий привлекают внимание солевые отложения белого или желтоватого цвета – типичное проявление выщелачивания бетона. Желтые подтеки – свидетельство того, что разрушение протекает в зоне расположения арматуры. Корродирующая арматура увеличивается в объеме в несколько раз, следовательно, и она вызывает дополнительные напряжения в массиве фундамента, подтачивая его изнутри. Диффундирующая через фундамент влага, даже неагрессивная, опасна. Затопление подвала интенсифицирует процессы коррозии трубопроводов горячего и холодного водоснабжения и систем канализации. Застоявшаяся жидкость вызывает дискомфорт и создает благоприятные условия для размножения комаров, появления плесени (грибов) в подвалах и других помещениях, ухудшается санитарно-гигиеническое состояние здания и примыкающей территории.
Угрозу представляет также восходящая влажность — капиллярный подсос стеновыми материалами поверхностных и подземных вод, тем более что в городах эти воды зачастую агрессивны по отношению ко всем строительным материалам.
Традиционные технологии и материалы позволяют обеспечить надежную гидроизоляцию зданий при возведении, но часто при строительстве о наружной гидрозащите не очень заботятся и нерадивость строителей приходится расхлебывать эксплуатационным службам. Как правило, небрежно выполняют гидрозащиту, когда в котловане под фундаментом здания нет воды. Однако затапливаться подвальные помещения могут и поверхностными водами, а уровень грунтовых вод неизбежно поднимется со временем при увеличении плотности застройки. Поэтому наружная гидроизоляция необходима и при глубоком залегании грунтовых вод. Дренаж не обеспечивает гидрозащиты, а лишь снижает напор грунтовых вод, отводя их в пониженные участки местности или специальные колодцы.
Ограждающие конструкции подвальных помещений зданий с нарушенной или недоброкачественно выполненной наружной и горизонтальной гидроизоляцией
подвергаются интенсифицирующемуся во времени воздействию влаги. Увлажняясь, конструкции теряют свои эксплуатационные свойства: увеличивается теплопроводность, на поверхности появляются мокрые пятна, отсыревшие участки быстро загрязняются, покрываясь черной плесенью, и, наконец, помещения периодически или постоянно затапливаются. При высокой относительной влажности воздуха в подвальном помещении, даже если теплозащитные свойства перекрытий отвечают нормативным требованиям, на стенах и потолке образуется обильный конденсат.
Обследования зданий показали, что устройство традиционной гидроизоляции (обмазка или оклейка битуминозными материалами и герметиками) не исключает последующего увлажнения конструкций фундамента и преждевременного разрушения ограждающих конструкций. До того как подвергнуться необратимым деформациям и разрушениям, здание частично утрачивает
свое предназначение из-за нарушения температурно — влажностного режима не только в подземной части, но и в остальных помещениях.
При доброкачественно выполненной гидроизоляции основания фундамента здания, а также при отсутствии грунтовых вод и незначительном воздействии поверхностных вод зачастую снижение эксплуатационных качеств зданий и их надежности происходит при увлажнении нижней части стен из-за утраты водозащитных свойств горизонтальной гидроизоляцией, выполняемой из цементно-песчаных растворов или битуминозных материалов, которые стареют к 6–8 годам.
Также вследствие неравномерной осадки частей зданий даже качественно выполненная гидроизоляция зачастую не является надежной. Часто затопление вызвано неудовлетворительным состоянием проходящих вблизи здания водопроводящих коммуникаций. В таких случаях проведение ремонтных работ коммунальных сетей позволяет осушить расположенный близко от поврежденных коммуникаций подвал здания.
Нередко в здании, построенном в плотных водонепроницаемых глинах при очень низком уровне грунтовых вод, неожиданно затапливаются подвальные помещения. Причина – обратная засыпка котлована была выполнена без должного уплотнения с использованием строительного мусора, поверхностный сток не организован и атмосферные осадки попадают в котлован, в котором «плавает» здание. В таком случае необходимо устройство пристенного кольцевого дренажа в сочетании с водоотводом.
Зачастую в подвал поступает вода в результате повреждений наружной гидроизоляции, например при прокладке или замене трубопроводов. В этом случае следует очистить зону повреждения и с помощью мастики и стеклоткани отремонтировать повреждение. Во всех случаях для защиты заглубленной части здания от затопления необходимы простейшие, но достаточно эффективные меры, направленные на оперативный отвод дождевых и талых вод от здания для предупреждения просачивания их в грунт, – устройство отмостки по периметру здания, водоотводных лотков и
герметизация примыканий отмостки к цоколю здания.
Эти простейшие мероприятия если и не решают полностью проблему герметичности подвала, то обязательны во всех случаях, а иногда только ими можно защитить подвал от затопления.
Высота подвальных помещений после устройства внутренней гидроизоляции должна быть не менее 1,7 м в хозяйственных подвалах, а в убежищах ГО – не менее 1,8 м.
Особенностью подвальных помещений в жилых домах является, как правило, отсутствие бетонного пола, что определяет принципиально особую последовательность технологических операций по устройству гидрозащиты [1].
К выполнению внутренней гидрозащиты, «работающей на отрыв» под действием гидростатического давления грунтовых и поверхностных вод, можно приступать только после отвода поверхностных вод, прочистки ливневой канализации, герметизации неуплотненных
отверстий в фундаментах и цоколях, примыканий отмостки к цоколю.
Опыт и натурные обследования показали, что фундаменты из бетонных блоков со швами, омоноличенными цементно-песчаным раствором, являются основным источником поступления поверхностной влаги. В подвалах зданий гидроизоляционное покрытие необходимо заводить на стены на высоту не менее 25 см от горизонтального конструктивного шва между блоками
фундамента и на 50 см выше максимально возможного уровня воды в подвале, а на перегородках – на 20 см выше максимального уровня воды при затоплении подвала. Поверхность пола, нижний слой которого выполняют из бетона толщиной порядка 12 см, должна обеспечивать уклоны не менее 1% в сторону приямков-зумпфов, необходимых для сбора жидкости из внутренних коммуникаций.
Один зумпф 40×40×30 см (выполняется из листовой стали с двухслойным антикоррозионным покрытием) обеспечивает сбор жидкости с пола площадью до 175 м2.
Подготовка поверхности бетона – основной технологический процесс, от качества выполнения которого зависит адгезионная прочность последующей грунтовки и, следовательно, гидрозащиты в целом. Бетонные поверхности продувают, используя, например, передвижной компрессор, и подсушивают мобильными калориферами, инфракрасными обогревателями, а при небольших площадях – газопламенными горелками. После выполнения антисептирования швы между
блоками фундамента расчищают на глубину 5 см. Перед устройством гидроизоляции на подготовленную поверхность наносится грунтовка из эпоксидной диановой смолы ЭД-20 (ГОСТ 10.577–84), на 100 мас. ч. которой добавляют 30 мас. ч. этилсиликата-32 (ТУ 6-02-
895–78), 50 мас. ч. полиизоцианатного связующего (ПС) (ТУ 5772-002-58275026–02) и 13–16 мас. ч. отвердителя полиэтиленполиамина (ПЭПА).
Покрытие по грунтовке выполняют мастикой, а приклеивающие слои – под предварительно раскроенную стеклоткань. Мастика состоит из 100 мас. ч. эпоксидной смолы ЭД-20, 50 мас. ч. ПС, 20 мас. ч. жидкого каучука и 14 мас. ч. ПЭПА. Вместо ПЭПА можно, а иногда и рационально применять отвердители АЭ-4, АФ-2 или ДТБ-2.
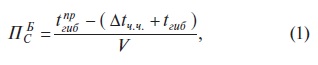
Для уплотнения поверхностных трещин и каверн и для выполнения защитного слоя по мастике или
стеклоткани, приклеенной на мастике, используют полимерраствор. Полимерраствор состоит из
100 мас. ч. ЭД-20, 50 мас. ч. ПС и 14 мас. ч. ПЭПА (или 40 мас. ч. АФ-2). Наполняют эту массу сухой цементно-песчаной смесью и 10–15 об. % мелкодисперсного мела до рабочей вязкости для нанесения мастерком. При повышенной влажности бетонной поверхности используют другой состав полимерраствора, который готовят, перемешивая эпоксидную смолу с 50 мас. ч. ПС, затем добавляют 50 мас. ч. жидкого стекла и 3,5 мас. ч. кремнефторида натрия. В полученную композицию вводят отвердитель и сухую цементно-песчаную смесь на портландцементе М400.
Вязкость полимерраствора должна обеспечить удобоукладываемость, но он не должен вытекать из полостей стыков блоков фундамента, трещин и каверн в теле бетона, а также оплывать в местах сопряжений. Стыки покрывают полимерраствором, на который наклеивают стеклоткань, на нее наносят грунтовку, а затем мастику (рис. 1).
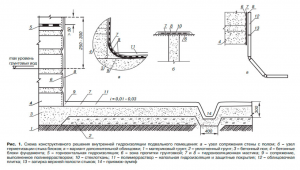
Если через стену подвала проходят трубопроводы, то места сопряжений следует в два слоя оклеить стеклотканью марок Т-12-41, АСТТ (б)-С2.
Устройство пола начинают со снятия верхнего слоя грунта с таким расчетом, чтобы обеспечить уклон в сторону водосборных приямков – зумпфов. Бетон укладывают слоем 12 см, затем выполняют гидроизоляцию, покрывая грунтовкой, полимерраствором и мастикой всю поверхность пола и сопряжений.
В качестве декоративно-защитного покрытия пола и стен можно использовать облицовочную плитку и алюминиевые профили «Элион» для настенных и напольных покрытий(рис. 1в).
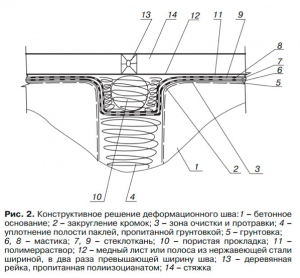
При наличии старого бетонного пола с целью его защиты в швах от плесени и грибов выполняют химическую обработку смесью 13% соляной и 2% серной кислот, затем в нем делают приямки, устанавливают зумпфы, выполняют гидроизоляционное покрытие (грунтовку и один слой мастики), а затем укладывают полимерраствор, армируя его сеткой рабица. Деформационные швы следует расчистить и загерметизировать перед установкой гидроизоляционных конструкций «Элион», как показано на рис. 2.
Для решения проблемы герметизации подвалов частным застройщикам необходимо отрыть вокруг дома траншею и заложить на уровне дна фундамента кольцевой дренаж с отводом грунтовой воды в пониженный участок местности. Но дренаж – это не гидроизоляция; он только отводит поступающую грунтовую и поверхностную воду. Если фундамент не будет защищен надежной гидроизоляцией, то вода будет и в подвале. Проблему нельзя решить подсушкой пола и стен, оклейкой их гидростеклоизолом и устройством прижимной стенки из кирпича или бетона. Адгезия битуминозных материалов к материалу фундамента не более 0,05 МПа и, следовательно, при высоте столба воды за стеной подвала более полуметра оклейку оторвет, а прижимная стенка
неизбежно отвалится. При этом необходимо учесть, что наклеить битуминозный материал на поверхность влажностью 2–3% не всегда удается. В таких случаях на поверхность пола и стен необходимо наносить, втирая, пенетрон, кальматрон или их аналоги. Работа трудоемкая, дорогая и не всегда эффективная.
Часто некомпетентный владелец насосом откачивает из приямка поступающую воду. При этом следует ожидать деформаций конструкций, так как откачивается не только
вода, а также пульпа (вода со взвешенными частицами грунта основания), то есть постепенно отбирается то, на чем стоит дом. Надежнее всего обратиться к независимому эксперту для получения компетентной рекомендации по установке гидроизоляционных шпонок «Элион» из специального суперпластичного материала EPDM.
Материал для герметизации деформационных швов аэродромных покрытий в Заполярье
Д.Е. БАРАБАШ, канд. техн. наук, А.В. ШУБИН, инженер, Воронежское высшее военное
авиационное училище (военный институт)
Освоение северных регионов России, связанное с разработкой месторождений нефти и газа, в значительной степени зависит от развития транспортной инфраструктуры. Учитывая удаленность основных добывающих и перерабатывающих центров и климатические особенности Заполярья, там основным видом транспорта является авиация. Высокая интенсивность полетов, рост грузоподъемности крылатой техники не позволяют использовать снеговые и ледовые аэродромы.
В основном для совершения взлетно-посадочных операций используют постоянные аэродромы с жесткими цементобетонными покрытиями, выполненными из сборных аэродромных плит. Деформационные швы являются весьма важной составной частью аэродромного покрытия, поскольку воспринимают нагрузки от сжатия-расширения плит и препятствуют проникновению дождевых и талых вод под покрытие. Затруднения связанные с попаданием влаги под покрытие и весовой нагрузкой можно разрешить с помощью гидроизоляционных деформационных швов «Элион». Ширина деформационных швов в среднем составляет 2 – 2,5 см. При понижении температуры покрытия ширина швов увеличивается, поскольку уменьшаются линейные размеры плит. Причем ширина шва может увеличиваться до 3 – 3,2 см, что соответствует относительному удлинению герметизирующего материала, заполняющего шов на 150 –160%. С повышением температуры происходит обратный процесс.
Герметизацию деформационных швов цементобетонных аэродромных покрытий производят при устойчивых положительных температурах, когда ширина шва достигает минимального размера. В таких условиях герметизирующий материал, заполняющий шов, не испытывает растягивающих напряжений. В условиях Заполярья при отрицательных температурах материал находится в растянутом состоянии длительный период. Такие жесткие условия эксплуатации обусловливают специфические требования к герметикам. В первую очередь это сохранение эластических свойств при отрицательных температурах. Одновременно адгезионная прочность на границе швов должна быть больше когезионной прочности герметика. Поскольку воздействие растягивающих напряжений на герметизирующий материал продолжается до 8 месяцев, в нем накапливаются остаточные неупругие деформации, которые в летний период способствуют выдавливанию герметика из шва. С наступлением полярного дня на такой материал интенсивно воздействует солнечная радиация, вызывая необратимые процессы старения. Для избежания проблем связанных с температурной деформацией и весовой нагрузкой следует применять деформационные швы «Элион» из легированного алюминия.
Совокупность воздействий всех указанных выше факторов способствует тому, что сроки надежной работы большинства герметиков составляют не более двух лет.
В связи с этим весьма актуальна задача разработки эффективных герметизирующих материалов для аэродромных покрытий, эксплуатирующихся в условиях Заполярья.
Авторами на основе предварительных исследований в качестве связующего была выбрана ненасыщенная полиэфирная смола, содержащая реакционноспособные концевые гидроксильные группы. Традиционно полиэфирные смолы используют для производства полимерных композиций, имеющих высокие прочность на сжатие, модуль упругости и жесткость. При различных способах модификации возможно получение атмосферо- и химически стойких ненасыщенных полиэфирных смол.
Отверждение ненасыщенных полиэфирных смол производят при помощи инициаторов, служащих источником свободных радикалов для запуска цепной реакции полимеризации. Процесс отверждения начинается при наличии активаторов. Кроме того, в состав ненасыщенных полиэфирных смол входит ингибитор, позволяющий продлить время полимеризации до необходимого для введения армирующих компонентов.
Существует большое разнообразие систем инициатор – ингибитор – активатор для использования в производстве полиэфирных смол. Источниками свободных радикалов служат различные пероксиды, перекиси и гидроперекиси. В качестве ингибиторов широко используют гидрохиноны. Активаторы – металлорганические соединения, из которых наиболее эффективны нафтенаты кобальта и марганца. Отличительной особенностью отверждения полиэфирных смол при использовании традиционных систем инициатор – ингибитор – активатор является высокая взрывоопасность при несоблюдении очередности введения компонентов или при их недостаточном перемешивании.
В связи с этим авторами были проведены исследования по возможности отверждения выбранной ненасыщенной полиэфирной смолы способом без указанных недостатков.
Для получения композиций с заданными свойствами использовали ненасыщенную полиэфирную смолу ПЭС-3003.
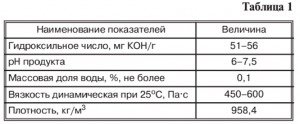
Основные физико-химические характеристики этой смолы приведены в табл. 1.
Экспериментальными исследованиями была установлена возможность структурирования указанной ненасыщенной полиэфирной смолы с помощью жидкого толуилендиизоцианата (ТДИ) с массовой долей изоцианатных групп не менее 30% при комнатной температуре в присутствии металлорганических сиккативов. Для исследований использовали жидкий масляно-талловый сиккатив СЖ1П-35. Частичная полимеризация смеси происходила за счет взаимодействия изоцианатных групп отвердителя и реакционноспособных групп ненасыщенной полиэфирной смолы. Взаимодействие смолы с ТДИ осуществляли с избытком последнего (30% молярный избыток по отношению к –ОН группам полиэфирной смолы), что обеспечивало в макромолекуле наличие концевых изоцианатных групп. Избыток ТДИ требовался также для обеспечения образования сетчатой структуры полимера на конечной стадии полимеризации.
Устойчивость герметизирующего материала к различным видам деструкции определяется количеством и видом вводимого в его состав антиоксиданта. Универсальных антиоксидантов не существует. Выбор наиболее активного в отношении полиэфирной смолы ПЭС-3003 осуществляли на основании анализа литературных источников и экспериментальных данных. В результате был выбран стабилизатор Агидол-21, представляющий собой смесь алкилфенолов.
Для выяснения оптимального сочетания отвердитель – сиккатив – антиоксидант провели трехфакторный трехуровневый эксперимент, в результате которого получили регрессионные уравнения в кодовых переменных вида состав-свойства:
Rt =0,7+0,14X2+0,27X3+0,016X21–0,16X2+0,16X32; (1)
ε=516,8+1,4X1–33,5X2–138,2X3+63,30X21–104,2X2–25,7X32–6,25X1X2, (2)
где Rt – когезионная прочность герметизирующего материала,
МПа; ε – относительное удлинение в момент разрыва, %;
Х1, Х2, Х3 – количество антиоксиданта, сиккатива и отвердителя соответственно в долях от количества полиэфирной смолы.
Количество полиэфирной смолы ПЭС 3003 принимали за единицу в кодовых переменных.
Проверка адекватности полученных уравнений регрессии по критерию Фишера показала сходимость результатов расчетных и опытных данных. Уравнения регрессии (1) и (2) получены в результате проведения испытаний при температуре 20оС. Механические испытания проводили в соответствии с требованиями ISO R527. Максимальные значения исследуемых величин составили: относительное удлинение при разрыве 600 – 620%, прочность при разрыве 1,1 МПа. Таким значениям исследуемых характеристик соответствовало несколько вариантов соотношений отвердитель – сиккатив – антиоксидант.
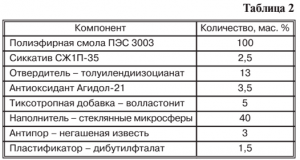
Однако по скорости полимеризации оптимальным установлено следующее количество компонентов, мас. %: полиэфирная смола 100; сиккатив 2,5 – 2,7; отвердитель 12,5 – 13; антиоксидант 3,3 – 3,5.
Для придания герметизирующей композиции специальных свойств и снижения расхода полимера в состав рецептуры вводили дополнительно: тиксотропную добавку – природный силикат кальция (волластонит); антипор – негашеную известь; пластификатор — дибутилфталат; наполнитель – стеклянные микросферы.
В целях получения данных о пластоэластичных характеристиках разрабатываемой композиции при различных температурах были изготовлены образцы, моделирующие деформационные швы аэродромных покрытий. Разрывное устройство с закрепленными образцами помещали в морозильную камеру. Изучение пластоэластичных свойств производили при различных температурах начиная с 0оС. Температуру проведения испытаний последовательно понижали до минус 20оС с шагом 5оС.
Нагружение образцов производили в течение 5 ч при одновременном понижении температуры от 20оС до заданной. Максимальная величина расчетного относительного удлинения герметика составляла 160%. Образцы герметизирующего материала в этом напряженном состоянии выдерживали 7 суток (вероятное время изменения устойчивой температуры покрытия). Снятие нагрузки производили одновременно с отключением морозильной камеры. После достижения образцами начальной температуры измеряли величину остаточной деформации по разнице между начальной шириной шва и шириной шва, установившейся после проведения испытания в условиях отрицательных температур.
Образцы с проявившимися дефектами отбраковывали и их рецептуры в дальнейшем не исследовали. Оставшиеся образцы подвергали воздействию ультрафиолетового облучения, создаваемого лампой ПРК-100. Количество ультрафиолетового облучения
(УФО) соответствовало средней дозе УФО, поглощаемого герметиком в течение полярного дня.
Затем образцы повторно подвергали нагружению при последовательном снижении температуры. После каждого проведенного цикла образцы с дефектами отбраковывали.
При таких режимах испытаний в герметизирующем материале неизбежно нарастали необратимые пластические деформации, развитие которых усугублялось воздействием УФО.
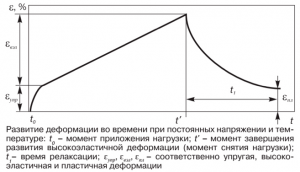
Пластоэластичные свойства полимерных материалов характеризуются соотношением необратимой (пластической) и обратимой (преимущественно высокоэластичной) составляющими деформации. При заданных (постоянных) температуре и напряжении мгновенно устанавливается εупр, одновременно развивается во времени εвэл, достигая в момент времени t’ предельного (равновесного или стационарного) значения εвэл,
и непрерывно возрастает необратимая деформация εпл.
Период установления εвэл зависит от релаксационных свойств материалов. После снятия нагрузки мгновенно исчезает εупр, уменьшается в течение t1 высокоэластичная составляющая εвэл (происходит эластичное восстановление) и полностью сохраняется εпл.
Таким образом, ε=εупр+εвэл+εпл. Соотношение между εвэл и εпл зависит от режимов нагружения. Для большинства полимерных материалов критическим является
εвэл / εпл=0,55, при достижении которого материал хрупко разрушается.
Характерная кривая, иллюстрирующая поведение герметизирующего материала при последовательном нагружении и разгрузке в условиях постоянной температуры, представлена на рисунке. Для каждой группы образцов был получен график
εпл=f(t,T), по которому оценивали их пластоэластичные свойства.
Кроме указанных испытаний разрабатываемый герметик подвергали воздействию антигололедных реагентов и авиационного топлива. Образцы выдерживали в растворах антигололедных реагентов в течение 5 ч. при 0 – 3оС, что соответствует температуре покрытия в момент их применения. Затем их подвергали температурно-деформационным испытаниям в последовательности, указанной выше. В авиационном топливе образцы выдерживали при температуре 15 – 20оС, поскольку при положительных температурах диффузия агрессивных сред в полимерный материал протекает наиболее интенсивно.
Оптимальное количество добавок оценивали по отношению εвэл / εпл. Максимальное отношение εвэл / εпл при максимальном количестве выдержанных циклов без видимых нарушений структуры соответствовало оптимальному количеству добавок.
В результате проведенных экспериментов была установлена оптимальная рецептура композиции, представленная в табл. 2.
Герметик, приготовленный по указанной рецептуре, обладает отношением εвэл / εпл=0,35 после 43 циклов указанных воздействий. Разрушение при испытаниях носило смешанный характер, что свидетельствовало о сохранении достаточной адгезионной и когезионной
прочности после множественных циклов температурно-деформационных воздействий, причем критическое отношение εвэл / εпл=0,55 достигнуто не было.
В ходе проведения исследований по оптимизации составов композиции было отмечено, что присутствие в составе герметизирующего материала оптимального количества металлорганического сиккатива заметно снижает его чувствительность к воздействию указанных выше агрессивных сред. Увеличение концентрации сиккатива сверх оптимальной вызывало преждевременное охрупчивание поверхности герметика, значительно сокращало жизнеспособность смеси и ускоряло процесс фотостарения.
В результате проведенных экспериментальных исследований установили:
– изменение соотношения отвердителя (ТДИ) и катализатора (сиккатива) позволяет регулировать время отверждения;
– увеличение концентрации сиккатива сопровождается ростом скорости отверждения и саморазогревом смолы, что приводит к снижению прочности готового материала и образованию пористой структуры;
– полная полимеризация герметизирующего материала оптимального состава при температуре 20оС достигается в течение 24 ч; с увеличением температуры окружающего воздуха время полимеризации сокращается;
– увеличение концентрации катализатора приводит к уменьшению относительного удлинения, при этом когезионная прочность герметика увеличивается.
Процесс приготовления герметизирующего материала состоял из нескольких этапов. Подготовка основного компонента – полиэфирной смолы ПЭС 3003 – заключается в ее сушке при температуре 100 ± 5оС при интенсивном перемешивании в течение 1,5–2 ч. в зависимости от количества содержащейся влаги. Затем полиэфирную смолу охлаждают до 80оС и вводят необходимое количество сиккатива. Смешивание осуществляют в герметичном ротационном смесителе в течение 15 – 20 мин до равномерного распределения сиккатива, охлаждают до 60оС и добавляют антиоксидант совместно с молотой негашеной известью при постоянном перемешивании в течение 1,5 – 2 мин. При остывании смеси до 20оС в нее порционно вводят отвердитель – толуилендиизоцианат и перемешивают в течение 5 – 8 мин. При подаче ТДИ возможно повышение температуры свыше 80оС и стремительное нарастание вязкости смеси, что свидетельствует о неравномерности распределения отвердителя в смеси.
В полученное связующее вводят дибутилфталат, затем наполнитель – стеклянный порошок, обладающий низкой маслоемкостью и поэтому не вызывающий значительного
увеличения вязкости смеси. Затем порционно добавляют волластонит, который благодаря своей кристаллической структуре придает смеси тиксотропные свойства.
Для получения реакционноспособного состава процесс смешения компонентов осуществляли в герметичной емкости в присутствии нейтрального газа (азота).
На первой стадии в соответствии с оптимальной рецептурой получали форполимер- полиэфирдиизоцианат молекулярной массой порядка 5000, имеющий на концах
макромолекул изоцианатные группы. На второй стадии осуществляли отверждение форполимера структурирующим агентом – водой, содержащейся в воздухе и в бетоне.
УФО активизирует процесс полимеризации, особенно при высоких температурах окружающего воздуха.
Совместное воздействие УФО, влаги и кислорода воздуха способствует ускорению полимеризации. Экспериментально установлено, что минимальная жизнеспособность герметизирующего состава, подготовленного к заливке, колеблется в зависимости от влажности воздуха от 28 до 46 минут. По истечении указанных сроков происходит поверхностная полимеризация «на отлип». Высокая чувствительность герметика к указанным выше факторам определила необходимость проведения исследований по установлению сроков хранения готового продукта с сохранением гарантированных показателей физико-механических характеристик. В результате было установлено, что при хранении герметизирующей композиции в закрытом непрозрачном сосуде процесс полимеризации не наблюдается в течение более 3 мес. Температура хранения готового продукта не должна превышать 25оС. Повышение температуры вызывает образование на поверхности смеси пленки. Некоторые компоненты герметизирующего материала являются веществами умеренно опасными, поэтому при производстве работ необходимо использовать индивидуальные средства защиты – резиновые перчатки и респираторы.
Заливку герметика в швы можно осуществлять устройствами, подающими материал в шов под давлением. Наличие тиксотропных добавок и низкая вязкость герметика обусловливают его выравнивание в шве под собственным весом.
Высокие показатели физико-механических свойств и длительное сохранение эксплуатационных характеристик позволяют рекомендовать разработанную рецептуру герметизирующего материала для использования в климатических районах с длительным периодом отрицательных температур.
Срок службы битуминозных и полимерных материалов в кровельном ковре
А.М. ВОРОНИН, канд. техн. наук, почетный строитель России, рук. отдела кровель,
А.А. ШИТОВ, А.В. ПЕШКОВА, кандидаты техн. наук, ОАО «ЦНИИПромзданий» (Москва)
Разнообразие воздействий естественной среды, различные сочетания этих воздействий, а также вредные производственные выделения в атмосферу влияют в комплексе на кровельный ковер, вызывая сложную картину разрушения его поверхности, а также в самом ковре. Комплекс этих воздействий при испытании материалов в лабораторных условиях полностью воспроизвести не представляется возможным. В связи с этим, а также учитывая идентичность отдельных факторов, которые существуют в естественных условиях и в искусственной среде, в статье рассмотрено влияние этих факторов на свойства кровельного ковра.
Понижение температуры вызывает растягивающие напряжения в кровельном ковре, возникающие из-за разных по величине коэффициентов линейного изменения ковра и основания под кровлю [1]. Эти напряжения могут вызывать появление трещин в приклеивающих (подплавляемых) слоях.
Воздействие воды приводит к увлажнению слоев кровельного ковра. При длительном (или кратковременном, но часто повторяющемся) контакте кровельных материалов с водой изменяется их структура, что обычно отчетливо проявляется в изменении их физико-механических свойств, которые, как правило, ухудшаются [2].
В естественных условиях воздействие воды на кровельный ковер усиливается при отрицательных температурах, особенно при попеременном увлажнении и замораживании.
Наиболее пагубно влияет вода на картонную основу рулонных битуминозных материалов [3].
Циклическое воздействие воды и мороза, присущее в основном осеннему и весеннему периодам, в значительной степени влияет на срок службы кровель. При визуальном осмотре наплавляемых рубероидов на картонной основе после 60 циклов испытаний с переходом через 0оС установлено, что у образцов наплавляемых рубероидов с покровным слоем толщиной 1 мм последний отслаивается от картонной основы в виде битумных пластинок, т. е. происходит шелушение покровного слоя. У наплавляемых рубероидов с толщиной подплавляемого слоя 2 мм в этом слое через 35 циклов испытаний появляются трещины, в то время как наплавляемые рулонные материалы с основой из стеклянных и синтетических волокон, как правило, дефектов на поверхности не имеют [3].
Воздействие нагрева ускоряет процессы окисления кровельных материалов. Нагрев кровельного ковра зависит от температуры наружного воздуха, степени воздействия солнечной радиации и теплоотражающей способности поверхности кровли, которая зависит от цвета последней и ее светоотражающей способности.
Воздействие ультрафиолетовой (УФ) части спектра солнечной радиации и нагрева существенно ускоряет процессы старения кровельных материалов, что приводит к значительному повышению температуры размягчения (Тр) покровного слоя рулонного материала и ухудшению его гибкости.
Ультрафиолетовое воздействие солнечной радиации влияет в основном на верхний слой кровельного ковра, особенно на кровлях без сплошного защитного слоя, например из мелкого гравия, втопленного в кровельную мастику, либо без специальной посыпки на лицевой поверхности верхнего слоя ковра. Старение такого слоя сопровождается, как правило, образованием на его лицевой поверхности трещин (рис. 1). От воздействия солнечной радиации в летнее время температура на поверхности кровли может быть значительно выше температуры наружного воздуха.
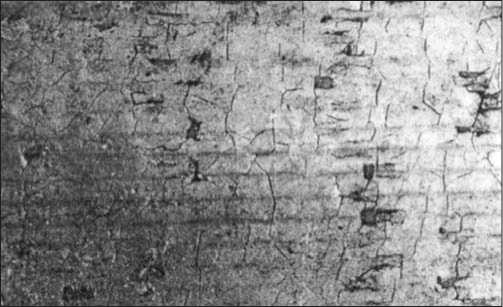
Рис. 1. Трещины в верхнем слое кровельного ковра
По данным проведенных исследований, температура поверхности кровли без защитного слоя может достигать 83оС при температуре наружного воздуха 36оС. Температура средних слоев кровельного ковра без защитного слоя, не подверженных воздействию УФ-лучей, может достигать 80оС, а при наличии защитного слоя из гравия снижается до 60оС [4].
Механические воздействия на кровельный ковер могут быть вызваны различными причинами. Ветер способствует выветриванию крупнозернистой посыпки, и при сочетании неблагоприятных условий порывы ветра могут сорвать отдельные участки кровельного ковра. Ударные воздействия при производстве кровельных работ или работ с предметами, имеющими острые грани и т. п., также могут привести к разрушению кровли, особенно при низких температурах.
Воздействие химических реагентов ускоряет процесс деструкции кровельных материалов.
Производственные выделения (пары от растворов щелочей, кислот и др.) выбрасываются над кровлей и могут находиться в различных агрегатных состояниях — в виде аэрозолей, пыли и растворов [5].
Известные методы оценки погодоустойчивости кровельного ковра предусматривают изучение поведения кровельного материала при определенных сочетаниях климатических воздействий в аппаратах искусственной погоды; при этом оценка устойчивости материала к старению производится визуально по изменению их внешнего вида путем фиксирования цвета образцов, вида дефектов на поверхности, размеров этих повреждений, рассчитываемых по сетке из 100 клеток, накладываемой на фотографию образца.
При применении любого ускоренного метода испытаний требуется определить связь (соотношение) его режимов с натурными условиями, т. е. установить корреляцию между лабораторными и натурными условиями испытаний, которая позволит производить количественный перевод циклов лабораторных испытаний в годы атмосферных воздействий. Отсутствие такого соотношения связано, по мнению авторов, с отсутствием конкретного научно обоснованного эксплуатационного показателя, по которому можно оценивать состояние материала и его потенциальный срок службы в конструкции кровельного ковра.
Для оценки свойств кровельных материалов и выявления показателя, в наибольшей степени характеризующего его поведение при эксплуатации, были проведены испытания битумных, битумно-полимерных и полимерных материалов на влияние каждого из вышеуказанных воздействий.
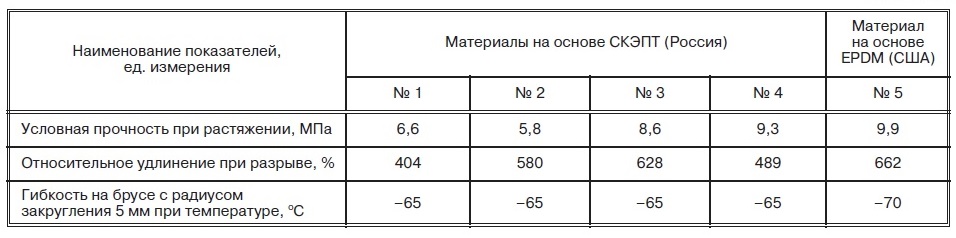
Для исследований были приняты битуминозные рулонные материалы и полимерные пленки, исходные свойства которых приведены соответственно в табл. 1, 2.
Таблица 1

Таблица 2
При исследовании долговечности битуминозных рулонных материалов образцы наплавляемых рулонных материалов были подвергнуты ускоренным воздействиям в лабораторных условиях и атмосферным воздействиям на крышной станции ЦНИИПромзданий.
При разработке режимов ускоренных испытаний принята близкая к натурным условиям температура нагрева 70оС. Продолжительность условного года по количеству циклических воздействий «замораживание-оттаивание» была принята для условий Москвы в соответствии с данными метеонаблюдений (около 60 переходов в год через 0оС, СНиП 23-01—99).
В табл. 3 приведены изменения (%) показателей физико-механических свойств образцов битуминозных рулонных кровельных материалов за три года натурных испытаний. Показатели прочности при растяжении и относительного удлинения при разрыве образцов после нахождения на крышной станции изменились в значительно меньшей степени, чем их гибкость.
Таблица 3
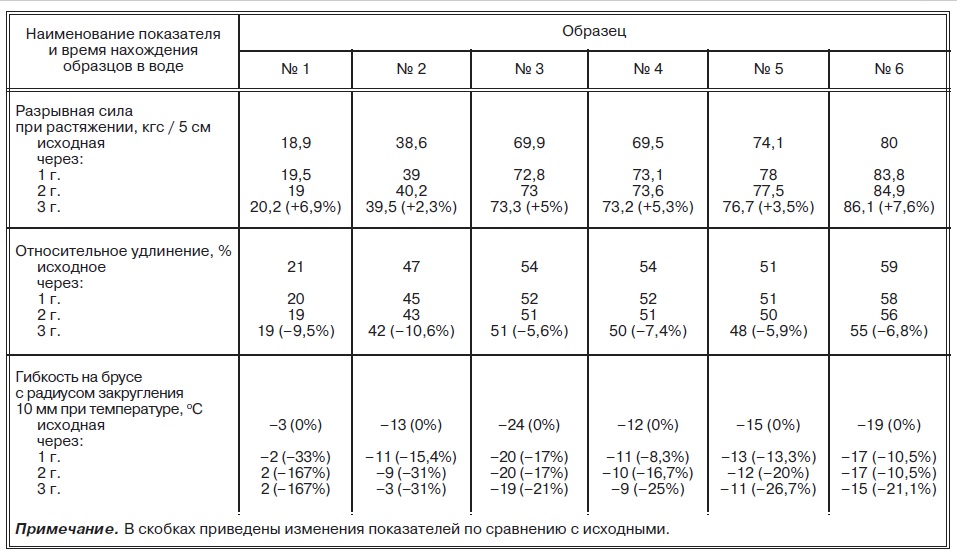
Поэтому прочность и деформативность наплавляемых рулонных материалов не могут быть приняты в качестве эксплуатационных показателей их работы в кровельном ковре. Это связано с тем, что наплавляемые рулонные материалы относятся к композиционным слоистым материалам, в которых армирующая основа расположена в средней части слоя битумно-минерального или битумнополимерного вяжущего и практически не подвергается непосредственному воздействию атмосферных факторов. Поскольку прочность и деформативность таких материалов в значительной степени зависит от армирующей основы, в процессе эксплуатации в кровельном ковре эти показатели изменяются очень медленно и мало, что и подтверждается результатами исследований.
Наибольшему и непосредственному атмосферному воздействию подвергается поверхность покровного битуминозного слоя наплавляемого рулонного материала. Микродефекты в этом поверхностном слое могут проявиться при его растяжении, что можно выявить только методом изгиба материала на брусе определенного радиуса. Для оценки старения кровельных битуминозных материалов целесообразно принять изменение гибкости материала на брусе с закруглением радиусом 10 мм, т. е. этот показатель может служить в качестве основного эксплуатационного показателя битуминозного кровельного материала при воздействии атмосферных факторов. Причем уровень этого показателя не должен выходить за пределы критического. Исследованиями, проведенными в ЦНИИПромзданий, установлено, что битумные составы, взятые с потерявших работоспособность кровель, обладали гибкостью в пределах 10—15оС, т. е. при изгибании рулонных материалов при этих температурах одновременно на их поверхности в покровных и приклеивающих слоях появляются трещины.
На крышной станции образцы экспонировали в течение 5 лет, а в лабораторных условиях испытывали по ускоренному режиму до 60—174 циклов (в зависимости от марки материала), что соответствует 10—29 годам эксплуатации в кровельном ковре: 6 циклов испытаний соответствуют одному условному году.
Образцы периодически снимали с крышной станции и изымали после соответствующего этапа искусственного старения. После выдержки при комнатной температуре в течение 2 ч определяли их показатель гибкости в холодильной камере, обеспечивающей понижение температуры до минус 35оС и работающей в полуавтоматическом режиме, позволяющем поддерживать заданную температуру. Камера снабжена набором брусьев с различными радиусами закругления. Изгибание образцов вокруг брусьев в камере производили при помощи пневматического устройства, работающего от компрессора.
По полученным результатам испытаний построены графики зависимости этого показателя от времени воздействия естественных и искусственных климатических факторов (рис. 2, 3).
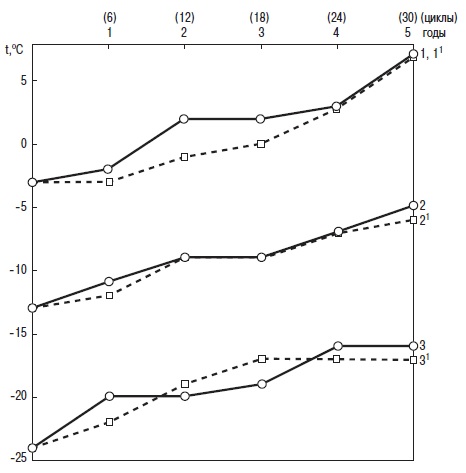
Рис. 2. Изменение показателя гибкости во времени при натурных (сплошная линия) и лабораторных (пунктирная линия) воздействиях на наплавляемые рулонные материалы на примере образцов №№ 1, 2, 3. Номера образцов в соответствии с табл. 1
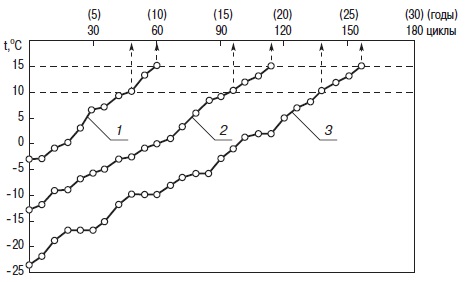
Рис. 3. Изменение показателя гибкости во времени при лабораторных ускоренных испытаниях наплавляемых рулонных материалов на примере образцов №№ 1, 2, 3. Номера образцов в соответствии
с табл. 1
При сравнении результатов испытаний после лабораторных и пятилетних натурных воздействий достаточно очевидна их сходимость в течение этого времени, как это следует из графиков. Следовательно, предложенный режим лабораторных испытаний хорошо корреспондируется с натурными атмосферными воздействиями.
Графики, построенные по результатам лабораторных испытаний (рис. 3), при пересечении с горизонтальными линиями, соответствующими 10оС и 15оС — предельными значениями основного эксплуатационного показателя, — характеризуют потенциальный срок службы материала в кровельном ковре.
По результатам испытаний получены следующие потенциальные сроки службы наплавляемых рулонных материалов: образец № 1 (битумно-минеральный) — 8—10 лет; образец № 2 (битумно-полимерный модифицированный СБС) — 16—19 лет; образец № 3 (то же) — 23—26 лет; образец № 4 (то же) — 18—22 года; образец № 5 (битумно-полимерный, модифицированный АПП) — 15,5—19 лет; образец № 6 (то же)
— 25,5—29 лет.
Для определения оптимального времени испытаний наплавляемого рулонного материала при ускоренном (лабораторном) режиме испытаний были построены графики зависимости показателя гибкости материалов от количества циклов по нескольким точкам, достаточным для определения потенциального срока службы материала в кровельном ковре. Исходя из графиков на рис. 3 можно допустить, что эта зависимость является линейной. Анализ графиков на рис. 4, которые построены по первым 5—6 результатам (точкам) испытаний, показали, что 30—36 циклов испытаний, продолжающихся в течение 1,5—2 мес, достаточно для оценки потенциального срока службы наплавляемых рулонных битуминозных материалов.
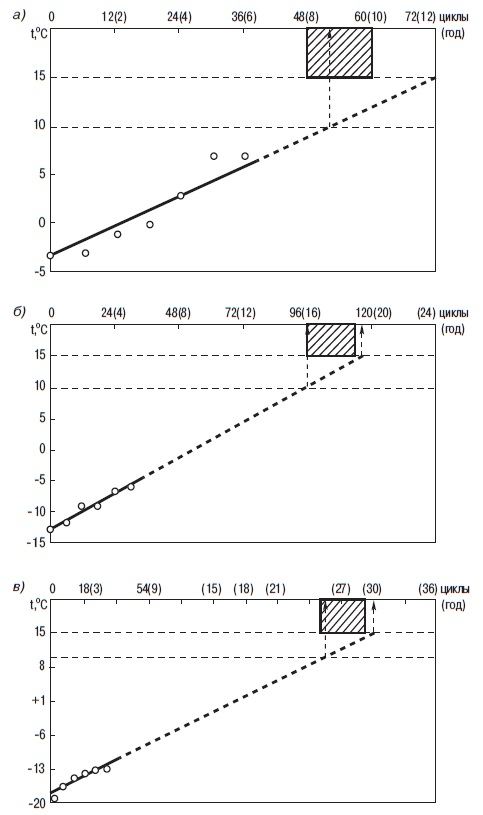
Рис. 4. Графическое определение потенциального срока службы наплавляемых рулонных материалов: а) образец № 1; б) образец № 2; в) образец № 3. Заштрихованные участки – интервалы сроков службы
материалов по рис. 3. Номера образцов в соответствии с табл. 1
Срок службы наплавляемых рулонных материалов в кровельном ковре зависит от исходных физико-механических свойств, в частности от показателя гибкости и скорости изменения этого показателя, характеризующейся углом наклона графика зависимости показателя гибкости от времени воздействия искусственных атмосферных факторов: чем лучше показатель гибкости материала и чем меньше скорость снижения его величины, тем выше потенциальный срок службы материала. Зависимость этих величин можно выразить следующей формулой:
где ПБС — потенциальный срок службы, г.; tпр гиб — предельное значение показателя гибкости (основного эксплуатационного показателя), равное 10—15оС; Δtч.ч. — изменение показателя гибкости материала после кратковременного воздействия пламени газовой горелки (можно принять для всех наплавляемых рулонных материалов равным в среднем 3оС); tru6 — исходная гибкость материала, оС; V— скорость снижения показателя гибкости, оС/г.
Введем величину 1/V = К (коэффициент эксплуатационного потенциала материала). Тогда формула (1) примет вид:

Коэффициент К характеризует потенциал материала, заложенный в его свойства при разработке и изготовлении. Чем больше этот коэффициент, тем больше срок службы материала в кровельном ковре, выполненном из битуминозных материалов.
Список литературы
- Поваляев М.И., Воронин А.М. Кровли, армированные стекломатериалами. М.: Стройиздат. 1974.
- Рыбьева Т.Г. Диффузия воды в чистые битумы и битумно-минеральные материалы // Изв. вуз. Сер. «Строительство и архитектура». 1961. № 5.
- Иванов В.В., Воронин А.М. Исследование некоторых вопросов долговечности наплавляемых рулонных материалов: Сб. научн. трудов ЦНИИПромзданий. М. 1981.
- Поваляев М.И., Татаркин Е.Р. Температурный режим теплоизоляции из пенополистирольных плит в покрытиях промышленных зданий // Тр. ЦНИИПромзданий. Вып. 25. М. 1973.
- Шевяков В.П., Жолудов В.С. Защита от коррозии промышленных зданий // Газета «Архитектура». М. 1995.
Проблемы развития нанотехнологий в России и за рубежом
Ю.Д. ТРЕТЬЯКОВ, академик РАН, д-р техн. наук, заведующий кафедрой химической технологии, Московский государственный университет им. М.В. Ломоносова
В настоящее время международное и российское научное сообщество переживает нанотехнологический бум, который формально во многом сродни буму, который это сообщество пережило почти 20 лет назад в связи с открытием высокотемпературной сверхпроводимости.
18 октября 1986 г. публикация И. Беднорца и К. Мюллера в журнале «Zeitschrift fur physik» дала старт гонке, которая несколько месяцев спустя позволила исследователям Техасского университета под руководством профессора К. Чу создать керамические оксидные сверхпроводники с критической температурой, превышавшей точку кипения жидкого азота.
Вскоре были созданы первые образцы сверпроводящих пленок и покрытий, проволок и соленоидов, показавших, что высокотемпературная сверхпроводимость может стать технической реальностью, и сверхпроводимость из научной проблемы превратилась в государственную. В СССР была образована государственная комиссия, которую возглавил тогдашний Председатель Совета Министров Н.И. Рыжков, утверждена Государственная научно-техническая программа по высокотемпературной сверхпроводимости, финансирование которой с учетом инфляции в нынешних ценах составило около 500 млн USD в год. Это позволило достаточно быстро кардинально обновить приборный парк ведущих академических, отраслевых институтов и вузов и привлечь к работе над этой проблемой огромное число исследователей, многие из которых достигли определенного успеха.
Известно, что фронт работ в области высокотемпературных сверхпроводников в настоящее время значительно сузился, хотя продолжаются очень значимые по масштабам научно-технические проекты. Естественно, возникает вопрос, не разделит ли нынешнее нанотехнологическое оживление судьбу бума, последовавшего за открытием высокотемпературной сверхпроводимости.
Многие известные ученые и бизнесмены довольно скептически относятся к идее переустройства мира благодаря повсеместному внедрению нанотехнологий, но даже если оправдаются далеко не все оптимистические прогнозы, связанные с развитием этой области науки, то и тогда наша страна должна последовать примеру наиболее индустриально развитых стран и активно развивать рациональные направления нанотехнологии.
При этом следует учитывать, что квалифицированная активность в создании новых нанотехнологий и наноматериалов требует очень дорогого синтетического и диагностического оборудования, включая чистые комнаты, электронные и атомно-силовые микроскопы, рамановские и оже-спектрометры, источники синхротронного излучения и многое другое.
Понятие нанотехнологии впервые появилось в литературе в 1974 г. благодаря Н. Танигучи (Япония).
В самом общем смысле нанотехнологии включают создание и использование материалов, устройств и технических систем, функционирование которых определяется наноструктурой, то есть ее упорядоченными фрагментами размером от 1 до 100 нм. Важнейшей составной частью нанотехнологии являются наноматериалы, т. е. материалы, функциональные свойства которых определяются упорядоченной структурой их нанофрагментов размером от 1 до 100 нм.
Согласно рекомендации 7-й Международной конференции по нанотехнологиям (Висбаден, 2004 г.) выделяют следующие типы наноматериалов:
- нанопористые структуры;
- наночастицы;
- нанотрубки и нановолокна;
- нанодисперсии (коллоиды);
- наноструктурированные поверхности и пленки;
- нанокристаллы и нанокластеры.
Последние представляют собой частицы упорядоченного строения размером от 1 до 5 нм, содержащие до 1000 атомов.
Наиболее важной отличительной особенностью наносистем является проявление в них эффекта размерного квантования. С классической точки зрения, по мере уменьшения размеров частиц в системе должно происходить увеличение удельной поверхности, а свойства объемной фазы должны оставаться неизменными. Значение удельной поверхности частиц резко возрастает по мере приближения их размера к атомарному, что связано со значительным увеличением числа атомов, составляющих поверхность частиц.
Важнейшей компонентой нанотехнологий является химический синтез нанопродуктов. Нобелевский лауреат Р. Хоффман, по образованию физик, в ответ на вопрос, что такое нанотехнология, остроумно заметил, что рад тому, что для химии люди нашли новое название. Теперь у них появился стимул изучать то, что они не желали учить в школе. По сути дела химики занимались нанотехнологиями на протяжении двух с половиной столетий. Современная нанотехнология отличается тем, что она соединила талант химика-синтетика с мастерством инженера, и именно этот союз позволил создавать самые замысловатые структуры.
Отправной точкой развития нанотехнологии обычно считают легендарную лекцию Нобелевского лауреата Р. Фейнмана «Там, внизу еще много места» («There’s Plenty of Room at the Bottom»), в которой он предлагал манипулировать отдельными атомами для создания очень малых объектов с необычными свойствами. Эта идея была реализована в дальнейшем благодаря созданию сканирующего туннельного микроскопа (Г. Биннинг, Г. Рорер, 1981 г.) и атомно-силового микроскопа (Цюрихское отделение IBM, 1986 г.).
Многие фундаментальные исследования, без которых было бы немыслимо развитие современных нанотехнологий, проводились на протяжении десятилетий научными школами академиков В.А. Каргина, П.А. Ребиндера, Б.В. Дерягина и нобелевского лауреата Ж.И. Алферова. Было бы несправедливо замалчивать пионерные работы В.Б. Алесковского по развитию методов химической сборки, т. е. послойного (layer-by-layer) синтеза, заложившие начало успешно работающей Санкт-Петербургской научной школы (С.И. Кольцов, А.А. Малыгин, И.В. Мурин, В.М. Смирнов, В.П. Толстой). Несомненным для своего времени достижением является создание и практическое внедрение в атомную энергетику оригинальных технологий получения ультрадисперсных (нано-) порошков, выполненное группой советских ученых под руководством И.Д. Морохова (И.Д. Морохов, Л.И. Трусов, С.П. Чижик, «Ультрадисперсные металлические среды», Атомиздат, Москва, 1977 г.). Примерно к тому же времени относятся фундаментальные исследования научной школы академика И.В. Тананаева, впервые предложившего дополнить классические диаграммы «состав — структура — свойство» координатой дисперсности («Физикохимия ультрадисперсных систем», под ред. И.В. Тананаева. Наука. Москва, 1987 г.), а также оригинальные исследования академиков И.И. Моисеева и М.Н. Варгафтика по созданию так называемых гигантских кластеров палладия, ядро которых насчитывает около 600 атомов металла.
По известным причинам активность российских ученых в области нанотехнологий и наноматериалов, равно как и в других научных направлениях, значительно сократилась в последнее десятилетие прошлого века.
В этот период за рубежом, в первую очередь в США и Японии, были сделаны важные открытия, включая создание объемных фотонных кристаллов с запрещенной оптической зоной (Яблонович, 1991 г.), синтез углеродных нанотрубок (Ижима, 1991 г.), а в дальнейшем и нанотрубок BN (Чопра, 1995 г.), MoS2 и WS2 (Тенне, 1995 г.), V2O5 (Ажайян, 1995 г.), TiO2 (Хойер, 1996 г.).
Примерно в то же время группа экспертов Национального научного фонда (NSF) США сделала заключение о безусловной приоритетности исследований в области нанотехнологий и наноматериалов, а в 2000 г. в США была принята долгосрочная комплексная программа, названная Национальной нанотехнологической инициативой. В соответствии с этой программой объем бюджетного финансирования нанотехнологических исследований в США уже в 2001 г. составил 420 млн USD, в 2004 г. вырос до 900 млн USD, а в дальнейшем превысил 1 млрд USD в год. В Японии и странах Европейского союза государственная поддержка нанотехнологических исследований немногим уступала США.
Вместе с тем значительно возросла активность частного капитала. В 2002 г. число венчурных компаний, занимавшихся производством нанопродуктов, достигло 320 в мире, причем среди них на производстве нанопорошков специализировалось 160 компаний, нанотрубок — 55, нанопористых материалов —22, фуллеренов — 21, квантовых точек — 16, нановолокон — 9, нанокапсул — 8, нанопроволок — 6 и дендримеров — 5 компаний.
Производство нанопорошков является довольно масштабным и связано с изготовлением катализаторов дожита выхлопных газов автомобилей (11,5 тыс. т), абразивов (9,4 тыс. т), материалов для магнитной записи (3,1 тыс. т) и солнцезащитных материалов (1,5 тыс. т). Согласно прогнозам рынок нанопорошков, оцениваемый в 1 млрд USD, должен к 2010 г. возрасти до 11 млрд USD, тогда как мировой рынок нанотехнологий в целом к этому времени предположительно должен превысить 1 триллион USD.
Акт об исследованиях и развитии нанотехнологий в XXI веке, подписанный президентом Дж. Бушем в 2003 г. предполагает фронтальное решение проблем нанотехнологии как в фундаментальном, так и в прикладном направлениях с выделением свыше тысячи направлений поиска. Созданная в США инфраструктура включает ведущие университеты, национальные лаборатории и производственные структуры, функционирующие в составе венчурных компаний. Число продуктов, произведенных в США с помощью нанотехнологий, уже превысило три тысячи, а более половины патентодержателей составляют американские компании, университеты или частные лица.
По числу нанотехнологических публикаций в международных журналах лидируют шесть стран: США, Германия, Франция, Япония, Южная Корея, Китай. В 2004 г. на второе место вышел Китай, увеличивший за десятилетие число нанотехнологических публикаций в 21 раз и лишь на 25% уступивший США. Вместе с тем по числу полученных патентов Китай находится пока лишь на 20-м месте.
Вклад российских ученых в мировую нанотехнологическую науку за последние 5—6 лет заметно снизился и составляет сейчас 1,5% против 6% в 2000 г. Еще в большей степени это касается числа международных патентов, полученных россиянами, и особенно лицензионных выплат, которые в пересчете на 1 млн жителей оказались в 100 раз меньше, чем в США. О скромности российского нанотехнологического вклада свидетельствует и наше участие в международных встречах-конференциях и конгрессах по нанотехнологии. Например, в 9-й Международной конференции по нанонауке и технологии (9th Internatianal Conference on Nanoscience and Technology), прошедшей летом 2006 г. в Базеле (Швейцария), участвовало свыше 5 тыс. человек, включая четырех нобелевских лауреатов. Из 600 с лишним устных докладов, представленных на конференции учеными 30 стран, 40 докладов имели российских соавторов, которые в большинстве случаев представляли зарубежные организации. Лишь в девяти докладах соавторами выступали ученые, представлявшие российские университеты и академические институты, и только один доклад из 600 был сделан учеными РФ без иностранного участия (его авторы — сотрудники Института физики полупроводников из Новосибирска и Института микроэлектроники и информатики из Ярославля).
Научное сообщество России потеряло для интенсивной творческой работы почти целое десятилетие, последовавшее после распада СССР. Разумеется, это касалось не только развития нанотехнологий, но прежде всего именно их, поскольку визуализация и контролируемое создание нанопродуктов требовало крайне дорогостоящего оборудования, которым наши исследователи в большинстве своем не располагали. Исключение составляли лишь те, кто сотрудничал с зарубежными коллегами, имевшими такое оборудование. В этой связи заслуживает одобрения инициатива РФФИ по поддержке международных грантов, позволивших эффективно использовать уникальное диагностическое оборудование научных центров ФРГ, Франции, Италии, Бельгии, Голландии, Японии, а в последнее время также и США. Достаточно вспомнить, что 8 лет назад в Москве не было ни одного функционирующего сквидмагнетометра и молодым исследователям Московского университета пришлось да и по сей день приходится проводить измерения синтезированных ими магнитных нанокомпозитов в Йене (ФРГ). И все-таки в 90-е гг. фундаментальные исследования, вносившие несомненный вклад в развитие нанотехнологий, не прекращались в России. Достаточно назвать научные группы, которые возглавляли М.В. Алфимов, Р.А. Андриевский, В.В. Болдырев, А.Л. Бучаченко, Р.З. Валиев, С.П. Губин, Б.В. Дерягин, А.Л. Ивановский, Ю.А. Котов, И.В. Мелихов, И.И. Минкин, А.Д. Помогайло, А.И. Русанов, И.П. Суздалев, А.Ю. Цивадзе и многие другие. В 1996 г. М.А. Ананяном был организован институт нанотехнологий, а в 2001 г. — концерн «Наноиндустрия». Созданные В.А. Быковым с сотрудниками сканирующие зондо-вые микроскопы получили международное признание и оказались востребованными научным сообществом многих зарубежных стран.
Справедливости ради надо отметить, что после 2000 г. отечественные исследования в области нанотехнологий и наноматериалов оживились. Этому способствовал ряд факторов, среди которых немаловажным было плодотворное обсуждение этой проблемы в 2002 г. на заседании Президиума РАН, которому предшествовал постановочный научный доклад чл.-корр. РАН И.В. Мелихова «Физикохимия наносистем — успехи и проблемы». В 2002 г. был создан Научный совет по наноматериалам при Президиуме РАН (председатель академик Н.П. Лякишев), а в программе фундаментальных исследований РАН выделено некоторое финансирование работ по разделу «Фундаментальные проблемы физикохимии наноматериалов». Примерно в это же время началось финансирование инициативных проектов РФФИ по нанотехнологиям и наноматериалам, а также по отраслевым программам Минобороны, Минатома (Росатома), Роскосмоса, Минпромэнерго в размере 20—25 млн USD в год, что в 30 раз меньше государственной поддержки нанотехнологий в США.
Тем не менее некоторые академические, вузовские и отраслевые лаборатории были переориентированы на исследования в области нанотехнологий и наноматериалов, хотя большинство из них по-прежнему не располагало необходимым современным оборудованием. Достаточно сказать, что электронный микроскоп высокого разрешения HREM TECHNAI стоит около 4 млн USD, а чистая комната достаточно высокого класса еще дороже.
Ситуация несколько улучшилась, когда в соответствии с постановлением Правительства РФ № 540 от 12.10.2004 г. в Федеральную целевую научно-техническую программу (ФЦНТП) «Исследования и разработки по приоритетным направлениям развития науки и техники на 2002—2006 годы» были внесены существенные изменения, а в перечне приоритетов появилось направление «Индустрия наносистем и материалы», на поддержку которого было предусмотрено выделить из средств федерального бюджета в 2005 г. 2 млрд р., а в 2006 г. — 2,12 млрд р. Рабочая группа экспертов, возглавляемая академиком М.В. Алфимовым, определила следующие приоритеты.
- Углеродные наноматериалы.
- Новые материалы и технологии для наноэлектроники, оптоэлектроники и спинтроники.
- Органические и гибридные наноматериалы.
- Полимеры и эластомеры.
- Кристаллические материалы со специальными свойствами.
- Мехатроника и микросистемная техника.
- Композиционные и керамические материалы.
- Мембраны и каталитические системы.
- Биосовместимые материалы.
- Нанодиагностика и зондовые методы.
Очевидно, что направление «Индустрия наносистем и материалы» объединяет две не вполне совместимые составляющие, из которых вторая включает многотоннажные продукты, такие как полимеры и эластомеры, композиты и керамика, кристаллические материалы на основе металлов и сплавов, а в определенной мере также мембраны и каталитические системы. Их технология помимо всего прочего базируется на использовании методологии макрокинетики, гидродинамики, тепло-и массопереноса, которые, как правило, не являются определяющими в процессе получения наноматериалов. Следовательно, указанное выше финансирование лишь частично относится к нанотехнологиям.
Другая особенность, нередко вызывающая непонимание и недовольство научного сообщества, состоит в том, что оно воспринимает возможность получить финансовую поддержку в рамках ФЦНТП как конкурс на получение гранта, тогда как в действительности необходимо работать в рамках Закона о госзакупках и скрупулезно выполнять требования заключенного контракта. Несомненный оптимизм вызывает то обстоятельство, что Правительство Российской Федерации 6 июля 2006 г. утвердило концепцию ФЦНТП «Исследования и разработки по приоритетным направлениям развития научнотехнологического комплекса России на 2007—2012 годы», установив объем финансирования за счет федерального бюджета в размере 134 млрд р. Есть основания полагать, что в рамках этой суммы значительно возрастает господдержка приоритетного направления «Индустрия наносистем и материалы».
Минобрнауки с участием представителей заинтересованных ведомств в 2005 г. была разработана концепция развития нанотехнологий в России, подготовлена «Программа развития в РФ работ в области нанотехнологий и наноматериалов до 2015 года (национальная технологическая инициатива по развитию наноиндустрии)», составлен проект Федеральной целевой программы «Развитие исследовательской и технологической инфраструктуры для наноиндустрии РФ на 2007—2009 годы». Реализация этой программы была бы наиболее важным шагом, способным в достаточно короткий срок вооружить наше нанотехнологическое сообщество современным научным и технологическим оборудованием и выковать новое поколение исследователей в результате национального образовательного прорыва. Успешная реализация нанотехнологического проекта невозможна ни в одной стране, если ей не удастся подготовить или привлечь со стороны специалистов, хорошо владеющих одновременно знаниями в области математики, физики, химии, механики, биологии. Лишь междисциплинарные образовательные программы способны обеспечить нанотехнологический прорыв.
Очень важно понимать, что при создании материалов с разнообразными свойствами наноразмерные особенности структуры не всегда являются определяющим фактором. Для большинства материалов, особенно объемных, целесообразно рассматривать различные уровни структуры от нанометровых до миллиметровых и понимать, что они тесно взаимосвязаны. В некоторых случаях определяющими являются фрагменты не нано-, а микрометровых размеров, и поэтому в общем следует стремиться к созданию материалов с оптимальным размером фрагментов их структуры, определяющим функциональные или конструкционные свойства.
Если удастся сохранить то лучшее, что было заложено в отечественной системе университетского образования, прежде всего его фундаментальность, и пополнить последнее междисциплинарностью и способностью владеть современным синтетическим и диагностическим инструментарием, то появится надежда на возможность преодоления нашей страной нанотехнологического отставания.
Нанотехнология в отличие от обычных технологий, как справедливо отметил И.В. Мелихов, отличается повышенной наукоемкостью и затратностью, в ней мала вероятность решения задач методом проб и ошибок, который традиционно используется в прикладных разработках. Поэтому путь от лаборатории к наноиндустрии несомненно более сложен, чем при промышленном создании обычных продуктов.
Кроме того, есть основания сомневаться в том, что до тех пор, пока сверхприбыли будут обеспечиваться в нашей стране за счет нефтяного, газового и строительного бизнеса, кто-то предпочтет инвестировать средства в развитие наноиндустрии. В этом смысле ситуация за рубежом кажется несомненно более благоприятной. В США, Японии и Южной Корее частный бизнес инвестирует наноразработки в объеме, не уступающем бюджетной поддержке, причем за 5 лет — с 1999 по 2004 г. размеры частных инвестиций в наноиндустрию выросли в 10 раз. Возможно, одобренное Правительством РФ создание венчурных компаний на основе государственно-частного партнерства станет шагом вперед в развитии наноиндустрии.
Российский опыт преодоления барьеров на пути от нанонауки к промышленному созданию и коммерческому сбыту нанопродуктов пока невелик. Несколько проектов реализовал концерн «Наноиндустрия». Созданы журналы «Нанотехника», «Наноструктурное материаловедение». В июле 2006 г. вышел первый номер информационного бюллетеня «Нанометр», издаваемого в МГУ. В ближайшее время стартуют журналы «Российские нанотехнологии» и «Российский электронный наножурнал», в которых в роли учредителя выступает Федеральное агентство по науке и инновациям.
Среди проблем, связанных с развитием нанотехнологий, реализуемая в США программа «Национальная нанотехнологическая инициатива» считает приоритетным анализ социальных последствий так называемой нанотехнологической революции. Речь идет о доступе к благам, которые возникают в результате развития наноиндустрии, ее позитивном влиянии на рынок труда и на прогресс медицины, а также о возможных негативных последствиях накопления нанопродуктов для здоровья человека и для окружающей его среды.
Позитивные аспекты развития нанотехнологии уже сейчас широко рекламируются в печати и на телевидении. Для 120 млн человек, ежегодно посещающих научные музеи США, предлагается экспозиция, посвященная развитию нанотехнологии. Передвижную выставку «Это — наномир» в 2004 г. увидели почти 800 тыс. посетителей, большинство из которых 8—13-летние дети. Разнообразные направления развития наномедицины включают биосенсорную нанодиагностику, наночастицы как средство доставки лекарств и новые формы лекарственных препаратов, создание нанороботов, наноинструментов и наноманипуляторов для медицинских целей и многое другое.
Не меньшее внимание в США и странах Европейского союза уделяется изучению потенциального ущерба, который наноматериалы могут нанести здоровью человека и окружающей среде. Речь идет прежде всего о респираторных и легочных заболеваниях, включая рак легких. Любопытно, что в Белой книге, подготовленной под редакцией акад. В.Я. Шевченко по результатам Всероссийского опроса ученых, инженеров и производителей в области нанотехнологий, среди многочисленных направлений наноисследований, проводимых в России, отсутствует даже упоминание о возможных рисках и негативных социальных последствиях развития нанотехнологий и применения наноматериалов.
Перечень первостепенных действий, которые надо совершить, чтобы заметно продвинуться вперед
- Осуществить выбор приоритетных направлений нанотехнологических разработок с учетом перспектив их дальнейшей коммерциализации, конкурентоспособности и востребованности, в первую очередь на внутреннем рынке, а также учитывая невозможность осуществления фронтального подхода, ориентированного на одновременное решение всех проблем нанотехнологии (как это делается в США).
- В кратчайший срок оснастить отечественных исследователей новейшим оборудованием, необходимым для синтеза и диагностики нанопродуктов, создать национальную нанотехнологическую сеть, включая национальную лабораторию, научно-исследовательские центры и ЦКП.
- Создать целостную образовательную систему подготовки нового поколения исследователей, материаловедов и технологов, обладающих междисциплинарными фундаментальными знаниями и владеющих новейшим синтетическим и диагностическим оборудованием. По приближенным оценкам в ближайшее десятилетие миру потребуется не менее 2—3 млн специалистов, а следовательно, по самым скромным масштабам в России их должно быть не менее 30 тысяч.
- Организовать независимую сертификационную службу для выработки стандартов, метрологии и сертификации, способную объективно оценивать качество нанопродуктов.
- Создать и реализовать целостную систему подготовки всего российского общества к переменам, связанным с фронтальным развитием нанотехнологий и использованием нанопродуктов.
- Разработать систему мер, обеспечивающих развитие нанобизнеса, в том числе устранение таможенных сборов на импорт нанотехнологического оборудования и введение льгот для потребителей и производителей нанопродукции.
Аналитическое агентство Nanotechnology News Network предлагает новейшую информацию по нанотехнологиям для российских (www.nanonewsnet.ru) и зарубежных (www.nanonewsnet.com) читателей. Дополнительную информацию также можно получить на сайтах концерна «Наноиндустрия» (www.nanotech.ru), журнала «Нанотехника» (www.nanotech.ru/journal), журнала МГУ «Нанометр» (www.hsms.msu.ru/inno.html; www.nanometr.ru)
Облицовочная керамика на основе местного сырья Тывы
Б.К. КАРА-САЛ, канд. техн. наук, Д.Х. САТ, инженер, Тывинский государственный университет (г. Кызыл, Республика Тыва)
В Республике Тыва из многочисленных видов керамических материалов производится только полнотелый кирпич. Расширение ассортимента выпускаемых изделий с обеспечением современных требований к архитектурной выразительности зданий является актуальной проблемой, решение которой требует поиска соответствующего сырья и разработки новых технологических приемов, улучшающих эксплуатационные свойства получаемой продукции. В частности, необходимо разработать и наладить производство облицовочных керамических материалов, имеющих плотный черепок, повышенную атмосферостойкость и долговечность.
В лаборатории строительных материалов Тывинского государственного университета проведена исследовательская работа, направленная на изучение возможности получения керамического облицовочного материала на основе местного сырья.
В качестве основного сырья принята сукпакская глина, которая находится в 20 км от г. Кызыла и имеет промышленный запас. Сукпакская глина имеет монт-мориллонитовую основу (38—44%), частично содержит иллит (18—20%). В вещественном составе еще присутствуют ортоклаз (6—8%), кварц (21—23%), железистые соединения (5—7%). Химический состав глины, представленный в табл. 1, отличается высоким содержанием щелочных, щелочно-земельных оксидов и железистых соединений. Огнеупорность данной глины в пределах 1180— 1190оС. По гранулометрическому составу сукпакская глина является среднедисперсной — содержание частиц размером менее 5 мкм 37—40%. Число пластичности 17.
Для создания основного каркаса черепка и интенсификации спекания массы в состав шихты вводили мелкую фракцию отхода камнедробления и стеклобой. Отходы камнедробления для дорожного покрытия получены в результате измельчения гранита, отличающегося высоким содержанием полевых шпатов (30—35%). Химический состав стеклобоя и отходов камнедробления приведен в табл. 1.
Таблица 1
|
Наименование |
Массовая доля компонентов, % |
|||||||||
|
SiO2 |
Al2O3 |
TiO2 |
Fe2O3 |
CaO |
MgO |
Na2O |
K2O |
SO2 |
ППП |
|
| Сукпакская глина |
58,05 |
15,64 |
0,81 |
6,22 |
6,09 |
0,42 |
1,8 |
1,61 |
0,18 |
9,18 |
| Отходы камнедробления |
69,28 |
12,13 |
0,79 |
5,62 |
1,44 |
2,7 |
3,15 |
4,21 |
0,04 |
0,64 |
| Стеклобой |
71,32 |
2,29 |
0,21 |
0,2 |
8,55 |
3,84 |
0,56 |
12,42 |
— |
0,61 |
При выполнении работы добавки измельчали в шаровой мельнице до тонкости помола с остатком на сите № 0063 не более 1%. В табл. 2 приведен шихтовый состав полученных масс.
Таблица 2
|
Наименование компонентов |
Массовая доля компонентов (%) и код массы |
||
|
М-1 |
М-2 |
М-3 |
|
| Сукпакская глина |
80 |
70 |
60 |
| Отходы камнедробления |
10 |
20 |
25 |
| Стеклобой |
10 |
10 |
15 |
Опытные образцы-цилиндры диаметром и высотой 35 мм изготавливали пластическим способом и после сушки обжигали в лабораторной электропечи с изотермической выдержкой 1,5 ч при различной температуре. Результаты физико-механических испытаний образцов представлены в табл. 3.
Физико-механические свойства образцов
Таблица 3
|
Массы |
Температура обжига, 0С |
Средняя плотность, г/см3 |
Огневая усадка, % |
Водопоглощение, % |
Предел прочности при сжатии, МПа |
|
М-1 |
1000 |
1,89 |
1,9 |
12,7 |
42,3 |
|
1050 |
1,91 |
2,5 |
10,4 |
51,4 |
|
|
1100 |
1,95 |
3,4 |
8,2 |
58,8 |
|
|
М-2 |
1000 |
1,91 |
2,1 |
10,1 |
48,3 |
|
1050 |
1,93 |
2,9 |
6,2 |
57,9 |
|
|
1100 |
1,98 |
5,1 |
4,7 |
64,7 |
|
|
М-3 |
1000 |
1,92 |
2,7 |
9,8 |
52,7 |
|
1050 |
1,95 |
4,6 |
5,3 |
63,1 |
|
|
1100 |
образцы деформировались |
||||
Анализ данных табл. 3 показывает, что на основе массы М-1 после обжига в указанном интервале температуры практически не получается керамический черепок с водопоглощением менее 8%, удовлетворяющий требования ГОСТа на лицевой кирпич.
Увеличение доли полевошпатных отходов камнедробления до 20% в составе шихты М-2 положительно влияет на спекание керамической массы. Результаты дилатометрического исследования показывают, что усадка образцов на основе шихты М-2 начинается на 50оС ниже и общая величина усадки значительно больше, чем у образцов из шихты М-1. Это свидетельствует о более раннем образовании и значительном накоплении стеклофазы. В результате после обжига при температуре 1050оС получены образцы с водопоглощением 6,9%, что соответствует требованиям ГОСТа. При дальнейшем повышении температуры до 1100оС происходит значительное уплотнение черепка, что вызывает увеличение объемной усадки до 5%.
Дальнейшее увеличение доли отходов и стеклобоя в массе М-3 хотя и благоприятно сказывается на спекании и кристаллизационных процессах, в то же время снижает интервал спекания, вызывает деформации образцов при 1100оС. Кроме того, возникают технологические трудности при формовании из-за снижения пластичности массы.
Исследование образцов из массы М-2, обожженных при 1050оС, рентгенофазовым и микроскопическим методами показало, что кристаллические составляющие представлены частично разложившимися остатками глинистых минералов, кварцем, ортоклазом и вновь образующимися фазами — гематитом (d/n 0,264; 0,251; 0,184 нм), железистым шпинелем (d/n 0,469; 0,245; 0,202 нм) и кристаболитом (d/n 0,404; 0,247; 0,202 нм). Присутствующие в черепке кристаллические фазы достаточно прочно связаны стеклофазой, что обеспечивает высокую прочность и низкое водопоглощение образцов.
Для проверки результатов исследования проведены опытные испытания массы М-2 на Кызылском кирпичном заводе. Пластическим способом изготовлены опытные кирпичи с круглыми пустотами, часть из которых после сушки обожжена в кольцевой печи, а часть — в электропечи объемом 3 м3. Установлено, что в заводской кольцевой печи, где топливом служит каменный уголь и перепад температуры по высоте канала достигает 60°С, после обжига при 1060—10800С кирпичи, расположенные на верхних слоях садки, имели водопоглощение 7—8% и предел прочности при сжатии 14,6—15,7 МПа. Кирпичи, обожженные в опытной электропечи при 1050°С, имели водопоглощение 6—7%, прочность 15,4—17,8 МПа и ровный красно-коричневый цвет.
Полученные результаты свидетельствуют о возможности получения облицовочного керамического кирпича на основе местной сукпакской глины и отходов промышленности без существенного изменения технологии.
Надежная герметизация – залог теплого дома
По материалам компании «САЗИ»
Обеспечение надежности герметизации стыков наружных стен от атмосферных воздействий — одна из основных проблем, связанных с повышением требований к эксплуатационным свойствам и долговечности при индустриальном строительстве. Стыки являются наиболее уязвимыми элементами жилых, общественных и промышленных зданий и сооружений. Основными требованиями, обеспечивающими высокие эксплуатационно-технические свойства герметизирующих материалов в строительстве, являются: устойчивость к воздействию климатических факторов; высокая деформативность; устойчивость к знакопеременным деформационным нагрузкам и температурным перепадам от —50 до +80оС в течение суточного и сезонного циклов; адгезия к строительным материалам; технологичность (способность наноситься на герметизируемую поверхность и отверждаться в любое время года); ремонтопригодность.
При герметизации межпанельных стыков наибольшее распространение получили полиуретановые, полисульфидные, акриловые герметики. Компания «САЗИ» производит все эти виды герметиков уже на протяжении 18 лет.
Наиболее широкое применение в массовом строительстве нашли двухкомпонентные герметики на основе полиуретановых и полисульфидных олигомеров. Такие составы обладают высокими деформационными характеристиками, что позволяет использовать их для герметизации межпанельных стыков и термокомпенсационных швов в домостроении. Герметизирующие составы на основе полиуретанов и полисульфидов имеют высокие и близкие по значению технологические и эксплуатационные характеристики.
Двухкомпонентные полиуретановые герметики обладают рядом несомненных достоинств и все шире применяются в строительстве. У этих герметиков высокая прочность, хорошее эластическое восстановление, газонепроницаемость, адгезия к бетону и другим материалам. Герметик можно наносить на влажную поверхность. Для его хранения необходима герметичная тара.
В линейке производимых компанией «САЗИ» материалов полиуретановые герметики — Сазиласт 24 и Сазиласт 25.
Герметик Сазиласт 24 идеально подходит для герметизации стыков строительных конструкций с деформацией до 25%.
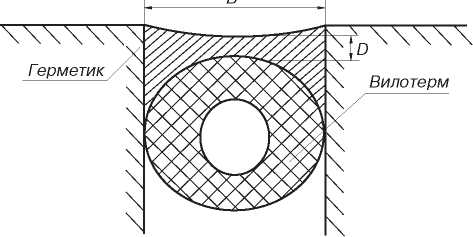
Пример герметизации канального стыка: B — ширина стыкового зазора; D — минимальная толщина слоя герметика
Герметик Сазиласт 25 обладает чрезвычайно высокими деформативными свойствами, что позволяет применять его для герметизации стыков строительных конструкций с деформацией до 50%.
Герметики на основе полисульфидов обладают высокой прочностью и эластичным восстановлением, газонепроницаемостью и водостойкостью, прекрасной маслобензостойкостью. Они способны отверждаться и сохранять высокий уровень свойств в широком диапазоне отклонений количества отвердителя от оптимального и стабильность компонентов герметика при хранении. Указанные достоинства таких герметиков позволяют успешно применять их в строительстве, где не всегда при приготовлении и нанесении соблюдаются рекомендуемые соотношения компонентов, температурные режимы и влажность.
Производимые компанией «САЗИ» полисульфидные герметики — Сазиласт 21 и Сазиласт 22.
Герметик Сазиласт 21 предназначен для заделки проектных стыков зданий крупнопанельного домостроения (КПД), где подтвердил свою надежность. Он отличается повышенной стойкостью к воздействию УФ-лу-чей и атмосферным воздействиям. Кроме того, имеется большой опыт его применения для герметизации элементов кровель. Сазиласт 21 может применяться для герметизации стыков с деформативностью до 25%, стандартных для типовых зданий КПД.
Высокие адгезионные свойства герметика Сазиласт 22 позволяют применять его при ремонте старых швов зданий КПД с деформативностью шва до 25%. Кроме того, Сазиласт 22 может наноситься при достаточно низких температурах (до —20оС), что очень важно в условиях российского климата, а также на влажную (но не мокрую) поверхность.
Компания «САЗИ» с 2005 г. начала выпуск эпоксиуретанового герметика Сазиласт 205. Герметик идеален для герметизации стыков зданий с большим размером панелей, в условиях высокой вибронагруженности. При применении герметика Сазиласт 205 требуется тщательное соблюдение правил техники безопасности.
Герметик Сазиласт 11 применяется для герметизации стыков с деформацией до 15%. Он не содержит растворителей и является однокомпонентным. Возможность придавать герметику любой цвет обусловила его применение для декоративных целей. В частности, такие составы сейчас широко применяют для герметизации по периметру в конструкциях деревянных, металлических и пластиковых оконных блоков в качестве внутреннего пароизоляционного слоя. Герметик соответствует всем требованиям ГОСТ 30971—02. Его достоинством является низкая цена и чрезвычайное удобство в применении. Сазиласт 11, расфасованный в мелкую тару, широко применяется для ремонта внутри помещений.
В таблице приведены характеристики герметиков для фасадных швов различной деформативности.
| Параметры | Сазиласт 11 | Сазиласт 21 | Сазиласт 22 | Сазиласт 24 | Сазиласт 25 | Сазиласт 205 |
| Цвет |
Белый, другой |
От светло-серого |
От светло-серого |
Белый, другой |
Белый, другой |
Белый, другой |
|
по заказу |
до черного |
до черного |
по заказу |
по заказу |
по заказу |
|
| Консистенция |
Тиксотропная |
Тиксотропная |
Тиксотропная |
Тиксотропная |
Тиксотропная |
Тиксотропная |
|
паста |
паста |
паста |
паста |
паста |
паста |
|
| Основа |
Полиакрилат |
Полисульфид |
Полисульфид |
Полиуретан |
Полиуретан |
Эпоксиуретан |
| Время отверждения при температуре +23°С, ч |
до 48 |
до 48 |
до 48 |
до 48 |
до 48 |
24-48 |
| Жизнеспособность при температуре +23°С, ч |
Не более 2 |
3-14 |
3-12 |
2-24 |
2-24 |
6-24 |
| Усадка, % |
до 15 |
Отсутствует |
Отсутствует |
Отсутствует |
Отсутствует |
отсутствует |
| Плотность, кг/м3 |
1400 |
1650 |
1450 |
1450 |
1450 |
1500 |
| Относительное удлинение при разрыве, %, не менее на образцах швов на лопатках |
150 300 |
150 300 |
150 300 |
150 300 |
350 500 |
350 500 |
| Условная прочность при разрыве, МПа, не менее |
0,15 |
0,2 |
0,2 |
0,2 |
0,25 |
0,35 |
| Модуль упругости при 100% деформации, МПа, не более |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
| Температура при выполнении работ по герметизации, °С |
-10 — +35 |
-15- +40 |
-20 — +40 |
-15 — +40 |
-15 — +40 |
-15 — +40 |
| Диапазон эксплуатационных температур, оС |
-40 — +80 |
-60 — +90 |
-60 — +70 |
-60 — +70 |
-60 — +70 |
-60 — +90 |
| Прогнозируемый срок службы, лет |
8 |
18-19 |
10-15 |
15 |
15-20 |
15-20 |
| при деформативности шва, % |
до 15 |
до 25 |
до 25 |
до 25 |
до 50 |
до 50 |
| при толщине слоя, мм |
4 |
3 |
3 |
3 |
3 |
3 |
| Фасовка, комплект*, кг |
7; 15 |
15; 4 |
14 |
14 |
14 |
12,1 |
| Срок хранения, мес |
6 |
6 |
6 |
6 |
6 |
6 |
| Температура хранения, °С |
5-30 |
-20 — +30 |
-20 — +30 |
-20 — +30 |
-20 — +30 |
-20 — +30 |
| * Сазиласт поставляется также мелкой расфасовкой 310 и 600 мл. | ||||||
Ориентировочный расчет расхода герметика можно производить по формуле:
Мг = ρхШхТ,
где Мг — расход герметика, кг; р — плотность герметика, кг/м3; Ш — ширина шва, м; Т — толщина слоя герметика, м.
Пример расчета:
0,02 х 0,003 х 1450 = 0,145 х 1,7 = 0,246,
здесь 1,7 — повышающий коэффициент.
В результате получаем: расход герметика составляет примерно 0,25 кг на 1 п. м шва (при ширине стыка 0,02 м и толщине слоя герметика 0,003 м). Окончательный расход зависит от конкретной геометрии шва и опыта рабочего.
По всем интересующим вопросам применения герметиков компания «САЗИ» и ее дилеры в регионах всегда готовы оказать помощь и провести консультации.
Плоские кровли: достоинства и недостатки
О.А. ЛУКИНСКИЙ, профессор ГАСИС (Москва)
Плоские кровли пришли к нам с Запада. Порождены они дороговизной земли в городах при высокой плотности застройки. Технократическим рационализмом предусмотрена возможность использования плоских кровель для создания зон отдыха, спортивных сооружений, гаражей и даже посадочных площадок для вертолетов. Мы, переняв рациональное у Запада, утратили эффективность, ибо не только использовать кровли не научились, но и латать их не успеваем. Ведь в последние годы в России ремонтируют плоских кровель в 30 раз больше, чем возводят. При этом продают кровельные материалы обещанной долговечностью до 50 лет, а гарантируют водонепроницаемость в лучшем случае 2 года. К счастью, в Москве теперь сервисное обслуживание составляет 10 лет. Тогда зачем потребителю дорогие материалы с мнимой долговечностью, если через пару лет опять необходим ремонт? Вот где нужно конкретное вмешательство Росстроя, так как в переиздаваемом СНиП II-26—76 указываются устаревшие материалы. Действующий СНиП требует выполнять засыпку мягкого кровельного покрытия с предварительно нанесенным слоем горячей битумной мастики толщиной 2 мм хорошо окатанным гравием светлых тонов. Технология засыпки, а тем более снятия гравийной защиты, никем и никогда не была разработана. После возникновения протечек необходимо удаление липкой и пахучей гравийнобитумной массы при температуре, превышающей даже в средней полосе России 70оС, вручную, без какой-либо механизации.
Целесообразно проанализировать принятые технологии ремонта мягких кровель, долговечность которых оставляет желать лучшего. Самый распространенный и удобный для возникших в последнее время и зачастую безответственных организаций способ — оплавление поверхностного слоя рулонных кровельных материалов. Чего проще — взять пропановую горелку и рулон одного из «долговечных» и дорогих материалов (бесчисленные и ничего не обозначающие наименования идентичных по физико-технологическим свойствам и составу материалов только сбивают с толку потребителя) и, опалив его открытым пламенем, наклеить на неподготовленную поверхность. Подготовке основания зачастую не уделяется должного внимания, так как его не предъявляют контролирующим органам при укладке кровельного материала. Однако следует помнить о том, что битуминозные материалы при температуре, превышающей 300оС, превращаются в основном в асфальтены; эластические и адгезионные свойства, определяющие долговечность кровли, утрачиваются. При этом выделяются канцерогенные вещества. Но работодатель не стоит на страже здоровья рабочего, держащего сопло с температурой на выходе факела более 1000оС, у него другие и, как правило, только материальные заботы. Эта технология разработана более полувека назад и давно устарела.
Известно, что протечки кровли образуются в основном в примыканиях и швах, это относится и к оплавляемым кровлям. Конечно, можно было бы использовать горелки инфракрасного излучения, стабильно сохраняющие необходимую температуру 160—180оС. Это та температура, которая обеспечивает расплавление поверхностного слоя битуминозного материала, не вредя ни материалу, ни рабочему. Такая технология и ее механизация разработаны, и работают с такими горелками единицы, так как никто не занимается массовым внедрением этой технологии.
Давно известно, что так называемые плавающие и дышащие кровельные покрытия долговечнее. Действительно, если кровельный ковер лежит свободно и приклеен только точечно или полосами к деформируемому при колебаниях температуры основанию, то лучше проявляются его деформативные свойства, он подвергается меньшим напряжениям, а следовательно, медленнее стареет. Казалось бы, давно следовало отказаться от сплошной приклейки нижнего слоя рулонного кровельного покрытия, но только в том случае, если в процессе эксплуатации может быть обеспечена его 100% сплошность. При наличии хотя бы одного, даже самого небольшого отверстия защитные свойства кровельного ковра будут сведены на нет. Значит, при устройстве кровли «по науке», требуется не только высочайшее качество работ, но и бережная эксплуатация. Российские строители и эксплуатационники к этому еще не привыкли.
В 1982 г. по инициативе ВНИИкровли и Мосжил-ниипроекта были разработаны ТУ по технологии устройства кровельного покрытия из кармизола с полосовой приклейкой. Под руководством научных работников было выполнено несколько кровель, но через короткое время обычной эксплуатации все благие начинания оказались сведенными на нет. Настало другое время, и в рыночных условиях оказались ремонтные организации, не желающие тратить усилия на снятие старой кровли, получающие за счет резкого снижения трудозатрат огромную прибыль. Таков, например, печальный опыт устройства кровель ОАО «Сычевский ГОК», исчисляемый многими тысячами квадратных метров. Здесь методом полосовой приклейки были выполнены работы без снятия старой кровли и без соответствующей подготовки основания, а через несколько месяцев часть покрытия сорвало ветром; потекло оно почти сразу и протекает поныне, так как денег на ремонт нет.
Идея не приклеивать кровельное покрытие без снятия старого ковра выгодна только подрядчику, так как при этом он, обещая абсолютную надежность, затрачивает минимум усилий. Снятие отслужившего кровельного покрытия и ремонт неизбежно поврежденной стяжки составляют 90% трудозатрат, а укладка нового ковра — около 10%. После многолетних протечек в многослойном, как правило, рубероидном ковре и стяжке остается влага, которая при нагреве солнечными лучами, превращается в пар, увеличиваясь в объеме почти в 1,5 тыс. раз. Именно поэтому на рубероидных кровлях после бесконечных латаний образуются пузыри — будущие дыры. Только в столице наконец-то осознали это, и теперь кровельная инспекция категорически требует 100% снятия старой кровли.
Желание перестраховываться, порожденное профессиональной некомпетентностью отдельных хозяйственников, дошло до абсурда. Например, было предложено решение защиты от протечек возведением над плоской кровлей дополнительной второй плоской кровли с рулонным кровельным ковром по деревянному настилу.
Также появились кровли без традиционных кровельных покрытий, где гидрозащиту решают железобетонными элементами и не нужно сгораемых и недолговечных кровельных материалов. Однако бетон при этом должен выдерживать не менее 300 циклов замораживания-оттаивания без изменения физико-механических свойств. Но на морозе бетон подвержен разрушению, так как попадающая в поры влага замерзает и, увеличиваясь в объеме, его разрывает. Опять возвращаться к гидроизоляции? Но на разрушенную поверхность бетона ничего не наклеить.
Может быть, вообще невозможно сделать надежную кровлю? Можно. Полезные решения, прогрессивные материалы, универсальные машины, эффективные технологии — все это есть, но только на отдельных объектах. Прямая обязанность контролирующих организаций проследить за выбором правильного решения.
Из года в год только ради прямой выгоды многие заводы наращивают толщину рулонных материалов, обещая повышенную долговечность. Однако при увеличении толщины кровельное покрытие теряет эластические свойства, определяющие его надежность. Достаточно попробовать оклеить толстым листом, например толщиной 5,5 мм, трубы, антенны и бесчисленные стойки ограждений, да еще в прохладное время года.
Совершенно очевидно, что «больные» места на кровле рационально изолировать мастиками, армируя их ткаными и неткаными материалами. Например, «Технические указания по устройству и ремонту мягких кровель плоских и скатных крыш зданий полимерными мастиками Гертекс и БСКМ» разработаны автором в ГАСИС и утверждены Госжилинспекцией.
Преимущество мастичных кровель состоит еще и в том, что при последующих ремонтах не потребуется их снятия. Следовательно, без мастик на кровлях не обойтись. Но и при выполнении кровельного покрытия оплавлением поверхностного слоя рулонного материала необходимо выполнять грунтовку цементно-песчаной стяжки, так как в противном случае неизбежно возникновение на покрытии вздутий и пузырей.
Значит, нужны однокомпонентные готовые к употреблению битумно-каучуковые мастики. Такой опыт у ряда фирм имеется. Производство битумнокаучуковых мастик типа БСКМ наладить достаточно просто, особенно в регионах, богатых отходами химпроизводств. Косметический ремонт кровельных дефектов мастикой БСКМ легко выполнять в любое время года (рис. 1).
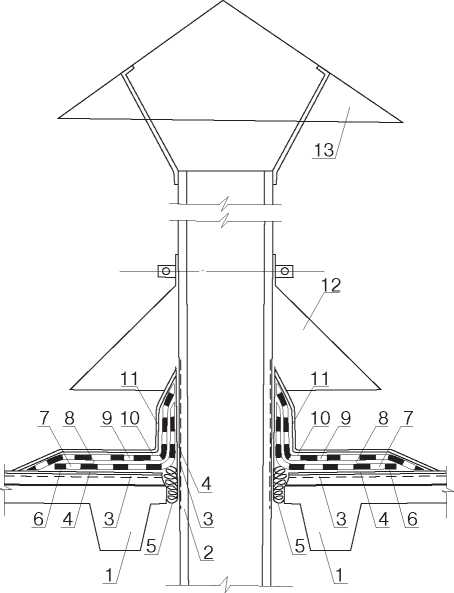
Рис. 1. Герметизация сопряжения вентиляционной трубы с кровельными панелями: 1 — железобетонная панель перекрытия; 2 — труба; 3 -зона очистки (пунктир); 4 — грунтовка; 5 — пакля, пропитанная грунтовкой; 6 — приклеивающий слой мастики; 7, 9 — армирующая ткань; 8 -второй приклеивающий слой; 10 — защитный слой мастики; 11 — посыпка слюдой, хлорсульфополиэтиленовый (ХСПЭ) лак, наполненный алюминиевой пудрой (15%), 12 — фартук; 13 — флюгарка
На основе многолетних лабораторно-производственных исследований ведущих организаций страны сформулированы технические требования к кровельным мастикам для ремонта и нового строительства.
Все используемые и предусматриваемые при проектировании гидроизоляционные мастики условно разделяют на три вида, принципиально отличающихся по свойствам, технологии производства и применения: водно-эмульсионные; полимерные (на растворителях и без них); битумно-каучуковые (горячие и холодные).
Преимущества водных составов эмульсий или дисперсий: безопасность в пожарном отношении в процессе работы, низкая токсичность, адгезия к мокрым поверхностям, в том числе к старым битуминозным материалам, простота механизированного нанесения и наличие разработанного оборудования при сравнительно низкой стоимости составов, возможность использования без подстилающих покрытий, ремонтопригодность и долговечность более пяти лет.
Недостатки водных составов: сезонность при устройстве и ремонте кровель (в средней полосе РФ всего около 100 рабочих дней в году), сложность хранения (необходимость обеспечения положительной температуры), сравнительно низкая надежность.
Преимущества полимерных (синтетических) мастик: практически круглогодичная работа, как правило, по подготовленному основанию, высокая и стабильная адгезия к большинству строительных материалов и по вышенная эксплуатационная надежность, зачастую не требующаяся защита от УФ-облучения, низкая материалоемкость и ремонтопригодность без снятия старого кровельного покрытия, долговечность более 15 лет.
Недостатки полимерных мастик: повышенная пожароопасность при производстве, токсичность, загрязнение окружающей среды при применении, сравнительно высокая стоимость, необходимость соответствующей квалификации при нанесении и эксплуатации.
Преимущества битумно-каучуковых холодных мастик: простота в изготовлении и применении, накопленный опыт работы с мастиками на основе битума, удовлетворительная адгезия ко всем строительным материалам, низкая токсичность и ремонтопригодность без снятия устаревшего покрытия.
Недостатки битумно-каучуковых мастик: пожароопасность, материалоемкость, необходимость защиты от УФ-облучения, необходимость армирования в сопряжениях.
В таблице приведены основные требования к физикомеханическим и технологическим свойствам мастик.
|
Показатель |
Мастики |
|||||
|
Водно-эмульсионные |
Полимерные (синтетические) |
Битумно-каучуковые |
||||
|
строительство |
ремонт |
строительство |
ремонт |
строительство |
ремонт |
|
|
Интервал температуры при эксплуатации кровли,оС |
-35 — +70 |
-35 — +70 |
-50 — +85 |
-50 — +85 |
-30 — +70 |
-30 — +70 |
|
Интервал температур при нанесении, оС |
5-45 |
5-45 |
-10 — +45 |
-25- +30 |
-5 — +45 |
-10 — +45 |
|
Адгезия к бетону, МПа, не менее |
0,02 |
0,20 |
0,3 |
0,3 |
0,1 |
0,1 |
|
Адгезия к рубероиду (битумным мастикам), МПа |
0,02 |
Равна когезии подосновы |
— |
Выше когезии подосновы |
— |
Равна когезии подосновы |
|
Жизнеспособность после перемешивания всех ингредиентов, ч, не менее |
— |
— |
1,5 |
1,5 |
1,5 |
1,5 |
|
Относительное удлинение в момент разрыва, не менее (ГОСТ 270-75), % |
30 |
30 |
150 |
150 |
50 |
50 |
|
Предел прочности при растяжении, МПа, не менее (ГОСТ 270-75) |
0,03 |
0,03 |
0,3 |
0,3 |
0,1 |
0,1 |
|
Трещиностойкость (изгиб на стержне 0 10 мм при температуре), оС |
-15 |
-15 |
-50 |
-50 |
-40 |
-40 |
|
Водонепроницаемость (слой мастики толщиной 1 мм сохраняет непроницаемость 1 сут при избыточном давлении воды), МПа, не менее |
0,01 |
0,01 |
0,15 |
0,15 |
0,05 |
0,05 |
|
Морозостойкость (снижение показателей адгезии, когезии и относительного удлинения после 300 циклов замораживания-оттаивания), % |
30 |
30 |
25 |
25 |
30 |
30 |
|
Стойкость к атмосферным воздействиям (методика ускоренных климатических испытаний для кровельных материалов) -долговечность, лет, не менее |
5 |
5 |
25 |
25 |
15 |
15 |
К проблемным местам крыш относятся и окрытия парапетов, которые по привычке безуспешно крепят гвоздями и дюбелями. Надежная герметичность обеспечивается при использовании самоклеящихся ленточных герметиков (рис. 2).
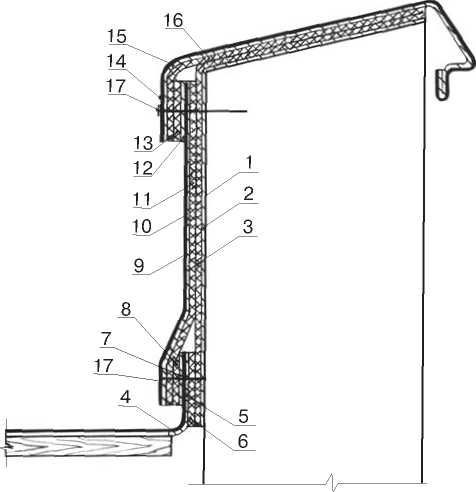
Рис. 2. Схема герметичного окрытия брандмауэра или парапета: 1 -зона очистки поверхности; 2 — пропитка Лукаром-ОП или ХСПЭ лаком; 3 — лента Абрис С-ЛБ; 4 — примыкание металлического кровельного покрытия; 5, 6, 8, 11, 16 — прокладка лентой Абрис С-ЛБ; 7 — грунтовка на отгибе кровли Лукаром-5 или ХСПЭ лаком; 9 — настенное металлическое окрытие; 10, 12, 15 — грунтовка Лукаром-5 или ХСПЭ лаком; 13 — прокладка Абрис С-ЛБ, 14 — металлическое окрытие с отворотной лентой и капельником; 17— оцинкованный дюбель
Наряду с совершенствованием технологий устройства и ремонта мягких кровель целесообразно внедрять технологии реконструкции, превращая кровли в эксплуатируемые. Такие крыши не только украсят улицы, позволят максимально использовать территорию, улучшат экологию городов, но и дадут экономический эффект за счет расположенных на крышах зон отдыха, кафе или спортивно-зрелищных сооружений.
Одним из сомнительных направлений является замена мягких кровель плоских крыш (постановление правительства Москвы № 679) скатными. Однако со скатными кровлями тоже не все благополучно.
Если и отказываться от плоских кровель, то, во-первых, от так называемых совмещенных, которые не представляется возможным надежно отремонтировать, например в домах серии II-49. Следует не просто перекрывать их скатами, а делать мансарды. Опыт г. Лыткарина и Москвы, да и Европы, убедительно показал эффективность мансард.
Кровли мансард самоочищаются за счет крутизны, а крыть их лучше черепицей. Надстраивать мансарды рационально и на пятиэтажных домах серии 1—510 и 1—515, которые послужат еще лет тридцать.
Строители в процессе своей созидательной деятельности, активного формирования материальной среды могут или умело и тактично сосуществовать с природой, не покоряя, а обогащая ее, или наносить ей ущерб, зачастую непоправимый.
Забота об охране окружающей среды и хозяйственное отношение к построенному должны стать неотъемлемой частью нашей профессиональной деятельности. И от того, насколько успешно будет решаться эта проблема, зависят условия, в которых будут существовать следующие поколения. Кроме того, использование крышных пространств — насущная задача. Например, эффективно устройство теплиц на плоской крыше: экономится территория, обеспечение водой и электроэнергией не требует значительных затрат, так как используются инженерные системы дома, а следовательно, сокращается расход тепловой энергии на отопление теплиц, составляющий половину себестоимости продукции.
Чтобы такой открытый интерьер дома нормально функционировал, необходима предлагаемая последовательность технологических операций при реконструкции протекающей плоской кровли и превращении ее в эксплуатируемую:
- обязательно полное удаление старого кровельного покрытия и стяжки;
- выравнивание основания полимеррастворной стяжкой (разуклонкой);
- нанесение грунтовки (пропитка из разжиженной битумно-синтетической мастики типа БСКМ, разработанной ГАСИС и рекомендованной Госжилин-спекцией);
- нанесение приклеивающего слоя мастики типа БСКМ (0,3 мм) и приклеивание армирующей основы (0,2 мм);
- нанесение второго приклеивающего слоя мастики БСКМ (0,3 мм) и приклеивание стеклоткани (0,45 мм);
- нанесение слоя эпоксидно-гудронокаучуковой мастики или идентичной ей по свойствам (0,8 мм);
- нанесение слоя полимерраствора толщиной до 3,5 мм;
- укладывание облицовочных плит по свеженанесенному полимерраствору;
- пропитывание декоративно-защитных плит Лука-ром-ОП с поверхностной окраской Лукаром-5;
- уплотнение всех примыканий полимерраствором (рис. 3).
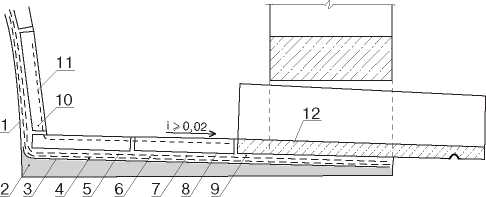
Рис. 3. Пример конструктивного решения эксплуатируемых кровель: 1 — железобетонное перекрытие; 2 — стяжка из цементно-песчаного раствора на напрягающем цементе; 3 — грунтовка; 4, 6, 8 — мастика; 5, 7 — армирующая основа; 9 — утолщенный слой мастики или полиизоцианатный полимерраствор Лукар-ОВ; 10 — облицовка; 11 — пропитка полиизоцианатная Лукар; 12 — железобетонный водомет
Это один из примеров устройства или реконструкции плоской кровли, которое обеспечивает повышенную долговечность и водонепроницаемость.
При выполнении эксплуатируемой кровли целесообразно в основании использовать высокоэластичные мастики, способные самозалечивать трещины, вызываемые деформацией здания или температурными деформациями кровельных панелей. Высокопрочные полиизоцианатные, эпоксимастики и полимеррастворы на их основе (сухая цементно-песчаная смесь на эпоксидно-каучуковом вяжущем) обеспечивают водонепроницаемость и выдерживают значительные нагрузки.
В качестве декоративно-защитных покрытий таких кровель можно использовать обычную тротуарную плитку, повышая ее прочность и морозостойкость пропиткой полиизоцианатными составами — Лукарами, разработанными автором совместно с ООО «ВИДИС-ПРОМ-Д». Серия составов Лукар представляет собой композиции на основе полиизоцианатов с отвердителем и наполнителями — отходами металлургических и других производств.
С использованием новых полиизоцианатных составов разработаны технологии ремонта бетонных и железобетонных конструкций, а также гидроизоляция подземных частей зданий и сооружений.
Фазовые превращения при формировании керамики на основе алюмосодержащих отходов химического производства и кремнеземистого сырья
Н.Р. МУСТАФИН, инженер, ОАО «ВНИИСТРОМ им. П.П. Будникова»
В настоящее время поставлена задача по обеспечению населения качественным и доступным жильем. Без существенного увеличения объемов производства и расширения ассортимента энергоэффективных керамических строительных материалов решить эту проблему невозможно. Увеличение объемов производства керамических строительных материалов, безусловно, связано с поиском новых видов сырья. Для этого нами исследована возможность использования невостребованных до сих пор алюмосодержащих отходов химического производства и повсеместно распространенного местного кремнеземистого сырья.
В качестве кремнеземистого сырья для получения керамики были взяты суглинки Кощаковского и Петровского месторождений с содержанием свободного кварца в них до 70%, химический, минералогический и гранулометрический составы которого были опубликованы ранее [1]. Данное сырье обладает плохими термическими свойствами, т. е. после обжига при температуре до 1100оС дает недостаточно прочный черепок. Поэтому добавление в керамическую массу такого важного компонента, как глинозем Al2O3, от количества которого сильно зависят физико-механические свойства обожженной керамики, должно улучшить эти термические свойства. Наиболее рациональным способом достичь этого является добавка алюмосодержащих отходов химического производства, в которых наряду с Al2O3 содержится CaCO3. При обжиге рационально подобранной смеси кремнеземистого глинистого сырья и алюмосодержащих отходов (70:30 до 50:50%) наблюдаются следующие фазовые превращения:
- при температуре 950— 1000оС происходит разложение карбоната кальция CaCO3 = СаО + СО2;
- при температуре 1000—1050оС образовавшийся СаО, взаимодействуя с другими компонентами керамической массы — Al2O3 и SiO2, образует кальциевый плагиоклаз СаОА1203•SiO2 (анортит). При повышении этой температуры интенсивность образования анортита увеличивается.
Данные процессы наглядно подтверждены на рентгенограммах, приведенных на рис. 1, где цифрами 1 обозначены пики кварца, 2 — пики кальциевого плагиоклаза (анортита), 3 — пик кальцита.
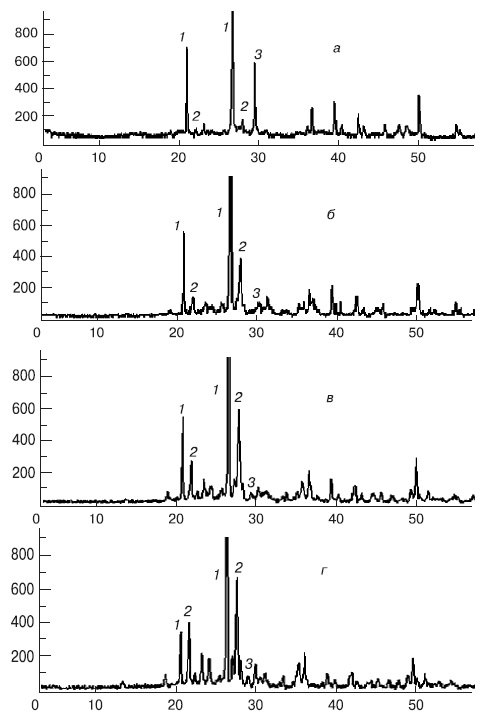
Рис. 1. Рентгенограммы образцов: а – необожженных; б – после обжига при температуре 1100оС; в – после обжига при температуре 1150оС; г – после обжига при температуре 1200оС
Анортит характеризуется наиболее низким отношением СаО:SiO2 из всех известных кальциевых соединений с каркасной решеткой. Это один из факторов его высокой химической устойчивости и механической прочности, что дает возможность использовать его в качестве кристаллической связки в керамических материалах.
Как известно, кристаллы кварца инертно ведут себя в обжиге при температурах ниже 1200°С. Поэтому при подготовке керамической массы была применена механоактивация как суглинков, так и отходов. Механоактивация заключалась в помоле этих компонентов в вибромельнице до частиц крупностью менее 0,05 мм. Диаграмма грансостава приведена на рис. 2. Это привело к частичной аморфизации кристаллов кварца, что способствовало их дальнейшему расплавлению и интенсивному образованию стеклофазы уже при температуре 1100оС. Тонкость помола также способствовала активизации процесса образования кальциевого плагиоклаза при обжиге.
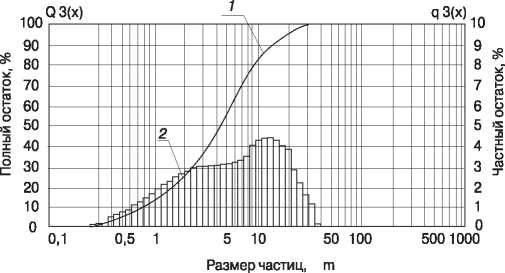
Рис. 2. Гранулометрический состав механоактивированной керамической массы: 1 — полные остатки; 2 — частные остатки
В то же время в зонах избыточного содержания CaO есть условия образования неустойчивых соединений 2СаО•Ю2 (белит), 3СаО•SiO2 (алит) и 2СаОА12О•Ю2 (геленит), поэтому необходимо точно рассчитывать количество добавки кальцийсодержащего компонента и добиваться его равномерного распределения в массе.
Полевые шпаты, к которым относится и анортит, вводят в керамические массы для образования стекловидной фазы, которая действует трояким способом. Во-первых, она растворяет в себе другие составные части массы; во-вторых, придает пиропластичность и прочность материалу при обжиге, делая его способным в некоторой мере противостоять деформирующим усилиям от собственного веса обжигаемого изделия; в-третьих, способствует кристаллизации новых кристаллических фаз из расплава, в частности муллита [2].
Список литературы
- Мустафин Н.Р., Ашмарин Г.Д. Клинкерная керамика на основе кремнеземистого сырья и техногенных отходов // Строит. материалы. 2006. № 1. С. 32—33.
- Августиник А.И. Керамика. Изд. 2-е, перераб. и доп. Стройиздат. 1975.



