



БАК ДИНЬ ТХИЕН, канд. техн. наук, Ю.М. БАЖЕНОВ, д-р техн. наук, Московский государственный строительный университет
До объединения Вьетнама в 1975 г. выпуск стеновой керамики на cевере страны был незначителен и составлял менее 1 млрд шт. усл. кирпича вьетнамского формата размерами 220x110x60 мм в год. Лишь небольшая доля кирпича выпускалась на двух заводах, оборудованных туннельными сушилками и печами.
Впервые кирпичные заводы во Вьетнаме с использованием современных туннельных сушилок и печей были запроектированы в 1976—1978 гг. болгарскими фирмами. Недостатками этих разработок является высокая энергоемкость технологического оборудования и не использование отработанных дымовых газов печи и энергии солнечной радиации для сушки отформованного сырца [1, 2, 3]. Учитывая эти недоработки и низкий уровень технологических разработок с учетом особенностей местных ресурсов и климатических условий Вьетнама, была поставлена задача изучения состава основных глинистых материалов и их технологических свойств, а также разработки технологии изготовления из них керамических строительных материалов. Решение этой проблемы соответствует задачам, которые были поставлены в постановлении Правительства Социалистической Республики Вьетнам «О Генеральном плане развития промышленности строительных материалов Вьетнама на период до 2010 гг.» от 1 августа 2001 г. № 115/2001/QD-TTg.
В работе исследованы глины главных карьеров на севере Вьетнама: Ха Лонг, Суан Хоа, Донг Ань, Ким Шень, Суан Май, Куэ Во, которые снабжают сырьем производства керамических строительных материалов. Их химический состав колеблется в широких пределах, %: SiO2 — 45,2-79,85; А12О3 — 8,59-35,2; Fe2O3 -0,5-10,26; СаО — 0,06-3,96; MgO — 0,2-2,8; К2О -0,5-2,95; Na2O — 0,16-1,9; S03 — 0,01-0,6. Температура спекания составляет 950—1150оС. По гранулометриче-кому составу эти глины относятся к тонкодисперсному сырью с высоким содержанием глинистой фракции и низким содержанием включений. Число пластичности от 17 до 25.
Результаты рентгенофазового и микроструктурного анализа (рис. 1) показывают, что исследованные глины являются полиминеральным сырьем и представлены каолинитом — Al2Si5O5 (OH)4, иллитом -K0jAl21(Si,Al)4O10(OH)2, полуокатанными обломками кварца — SiO2, полевого шпата — K2OAl2O36H2O и Na2O-Al2O3—6H2O, тонкими чешуйками мусковита -KAl2(Si3Al)O10(OH,F)2, гематитом — Fe2O3, а также кальцитом, хлоритом, галлуазитом и плагиоклазом.
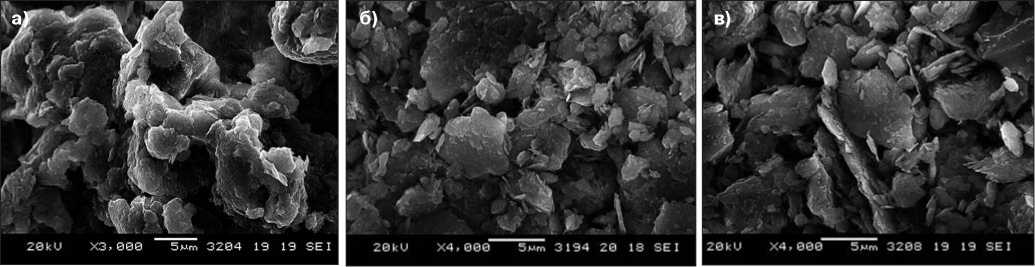
Рис. 1. Микрофотографии глин основных месторождений северного Вьетнама: а) — глины месторождения Халонг; б) — глины месторождения Суан Хоа; в) — глины месторождения Донг Ань
Были исследованы формовочные и сушильные свойства смесей глин изучаемых месторождений с кварцевым песком Красной реки полидисперсного состава с размером зерен 0,14-1,25 мм. Сделан вывод, что для производства рядового строительного кирпича массовую долю песка в сырьевой смеси можно доводить до 50%, обеспечивая марку кирпича 100, а для лицевых и декоративных изделий — не более 25-30%. По формуемым свойствам массы с добавлением кварцевого песка до 25% имеют число пластичности больше 15, поэтому они хорошо формуются способом экструзии.
Дилатометрические кривые образцов из халонгской глины (рис. 2), полученные при обжиге в лабораторной печи, показывают возможность построения безопасных кривых обжига изделий из этих глин. На рис. 2 видно, что интервал спекания халонгской глины довольно длинный и достигает 120-130о. Оптимальный температурный интервал обжига для халонгской глины составляет 880— 1010оС.
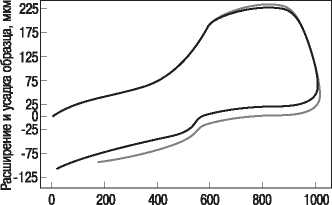
Рис. 2. Дилатометрические кривые обжига образцов из халонгской глины, снятые на приборе L 75/38C linseis. Первоначальная длина образцов 19,6 мм.
Результаты исследований зависимости плотности, водопоглощения, открытой пористости образцов от температуры обжига приведенны в табл. 1 и 2. Из данных, приведенных в табл. 1 и 2, видно, что при повышении температуры обжига средний диаметр пор увеличивается. При этом общий объем пор уменьшается. Это подтверждают микрофотографии структуры обожженного черепка керамических изделий при температуре 970 и 1045оС (рис. 3).
Таблица 1
|
Температура обжига, оС |
Плотность образцов, г/см3 |
Водопоглощение, % |
Открытая пористость, % |
|
855 |
1,78-1,8 |
16,7-17,8 |
29,8-32 |
|
890 |
1,78-1,82 |
16,8-17,4 |
29,7-31,7 |
|
920 |
1,79-1,83 |
16,8-17,5 |
30,1-32 |
|
970 |
1,83-1,85 |
15,6-16,6 |
28,5-30,9 |
|
1005 |
1,92-1,95 |
12,3-13,4 |
23,7-26,1 |
|
1045 |
1,98-2,1 |
10,2-11,9 |
20,2-23,9 |
Таблица 2
|
Температура обжига, oС |
Средний диаметр пор, мкм |
Объем пор, % |
|
890 |
0,082-0,05 |
34,3-32,43 |
|
970 |
0,108-0,082 |
31,72-31,14 |
|
1045 |
0,173-0,147 |
25,43-25,93 |
Исследование различных составов сырьевых смесей из разных глин, позволило отработать основные переделы технологии производства изделий из них с учетом особенностей влажно-жаркого климата Вьетнама.
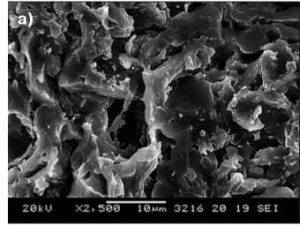
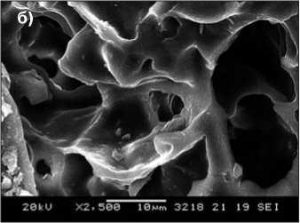
Рис. 3. Структура керамического черепка плиток завода «Донг Ань», обожженных при различной температуре: а) — температура обжига 970оС; б) — температура обжига 1045оС.
Песок и глина в необходимых соотношениях смешиваются предварительно бульдозером на открытой площадке глинозапасника и оставляются для вылеживания в течение 10-12 месяцев. После вылеживания смесь подают в крытый склад. Далее она поступает в ящичный питатель, ленточным транспортом подается в валковые дробилки грубого и тонкого помола, в смеситель с фильтрующей решеткой, а затем в вакуумный ленточный пресс.
Во Вьетнаме для возведения стен и перегородок, начиная со второго этажа жилых и общественных зданий применяется главным образом пустотелый кирпич, а для первого этажа — полнотелый. По TCVN 1450:1986 «Керамические пустотелые кирпичи» пустотелые кирпичи разделяют по марке 35, 50, 75, 100 и 125, а полнотелые кирпичи по TCVN 1451:1986 «Керамические полнотелые кирпичи» — 50, 75, 125, 150. Кирпичи 3-, 4-, 6-, 10-пустотные применяются главным образом для изоляции самых верхних этажей от солнечной радиации.
Кровельные керамические материалы производят способом пластического формования сырцовых заготовок с последующей подпрессовкой после того как сырцы высушатся до влажности 14—15%. Пластическое формование кирпича, черепицы, плитки для полов из массы с влажностью 18—22% производится на шнековых горизонтальных вакуумных прессах с давлением 1,6—2 МПа. Отформованный глиняный брус разрезается на изделия резательным автоматом. Сырые керамические изделия подаются на тележки и потом в цех подсушки с использованием солнечной энергии [4].
При заданной мощности завода можно рассчитать требуемую площадь для естественной сушки:
где П — производственная мощность завода, шт. усл. кирпича в год; F — требуемая площадь для естетсвенной сушки сырца, м2; t4 — время одного цикла сушки на площадке от влажности 18—22% до 8—12%, ч, принимаемая 42—48 ч за вычетом неблагоприятного для сушки времени; Ко — коэффициент брака продукции при обжиге, принимаемый равным 0,03—0,05; Кс — коэффициент брака продукции при сушке, принимаемый равным 0,03—0,05; m — плотность садки сырца на сушильной площадке, штук/ м2, принимаемая равной 80—120 шт. усл. кирпича на 1 м2 в зависимости от начальной влажности; Ки — коэффициент использования площади сушильной площадки, принимаемый равным 0,65—0,75 в зависимости от конструкции укрытия площадки, ^аб — эффективное время работы сушильной площадки с учетом погодных условий сушки.
Эффективное время работы сушильной площадки рассчитывается следующим образом:
tраб=tкал+Kл·tл-Kд·tд-Kн·tн-Kт·tт-Kобл·tобл-Kноч·tн.ноч, (2)
где tкал – календарное время работы в году, принятое равным 8760 ч; Kл– коэффициент благоприятности сушки благодаря ветру Лао, принятый равным 0,2—0,3;— время ветра Лао, ч; Кд — коэффициент не благоприятности из-за дожливых дней, принятый равным 0,5—0,6; ^ — дневное время дождей в году, ч; Кн — коэффициент не благоприятности из-за погоды Ном, принятый равным 0,8—0,9; tB — время погоды Ном в году, ч; Кт— коэффициент не благоприятности из-за тумана, принятый равным 0,7—0,8; С — время тумана, ч; Кобл — коэффициент не благоприятности из-за облачной погоды; Сбл — дневное время облачной погоды в году, ч; Кноч — коэффициент не благоприятности из-за ночного времени, принятый равным 0,6—0,7; tH.H04 — необыкновенное ночное время по погоде, ч.
Выше указанные коэффициенты благоприятности и не благоприятности сушки получают экспериментальным путем в зависимости от месторасположения завода и принимаются по национальному стандарту TCVN-4088—85 «Климатические данные для проектирования».
Высушенные изделия, имеющие влажность 10—11% вручную укладывают на сушильные и обжиговые вагонетки. Сушка и обжиг изделий производятся в туннельных сушилах и печах. В качестве топлива используется молотый уголь. При производстве черепицы и плитки для полов совместно с углем при обжиге используется мазут.
Для оптимизации теплового режима обжига и видов садки изделий на вагонетке применялась контрольная вагонетка с комплексом приборов, регистрирующих температуру рабочего пространства печи по сечению садки и длине печи. Кривая тепловой обработки изделий записывалась на компьютере, расположенном в кабинете обслуживающего персонала.
Сушильный агент является смесью из горячего воздуха, полученного из зоны охлаждения туннельной печи и дымовых газов печи. Смесь воздуха с дымовыми газами подается в зону сушки с мягким режимом, а горячий воздух подается в зону сушки с жестким режимом. На разработанных технологических линиях в отделении сушки и обжига для отбора их отработанных газов используется общая дымовая труба с высотой по расчету. В сезоне при относительной влажности окружающего воздуха около 95—100%, небольшая часть дымовых газов печи сбрасывается в специальный канал, который соединяется с дымовой трубой.
При обследовании ряда заводов были обнаружены факты нарушения охраны окружающей среды. Концентрации СО, СО2, SO2 воздуха окружающей среды превышали допустимые нормы по Вьетнамскому стандарту «Нормы окружающего воздуха в промышленной зоне» . Для решения этой проблемы были разработаны системы очистки дымовых газов туннельной печи.
Отработанные дымовые газы после камеры отбора подаются по стальному трубопроводу в камеру первичной механической пылеочистки, а затем в камеру химической очистки раствором извести. Количество раствора извести для нейтрализации SO2 определяется расчетом в зависимости от времени года. В проекте для завода мощностью 25 млн шт. усл. кирпича вьетнамского формата дымовая труба строится из железобетона с кирпичной кладкой, внутренний диаметр которой у основания 2250 мм, у выхода трубы — 1500 мм, высота трубы 25 м.
При расчете для завода объединения «Кау Дуонг» при производительности линии 3100 шт. усл. кирпича в час, количество отходящих дымовых газов печи составляет 28,2 тыс. м3/ч при температуре 100оС, а количество отработанных газов из сушилки составляет 20,9 тыс. м3/ч при температуре 45оС. По расчету количество СО2, SO2, максимально допустимое для выброса в окружающую среду составляет соответственно 603 и 5,7 м3. Количество СО2, SO2, содержащеся в дымовых газах в нормальных условиях соответственно составляет 1184,5 и 17,6 кг/ч. Для нейтрализации этих количеств газов необходимо 18,5 м3/ч раствора извести с концентрацией 10% (количество СаО по расчету 1523 кг/ч). Первая построенная система очистки дымовых газов была сдана в эксплуатацию в 1996 г. Опыты эксплуатации этой системы показывают, что концентрации СО, СО2, SO2 воздуха окружающей среды ниже допустимых норм. Производительность печи увеличилась на 8—10%. Расход условного топлива составляет 110 кг на 1000 шт. условного кирпича, экономия топлива на линии после реконструкции составляет 10—15 кг условного топлива на 1000 шт. усл. кирпича. Выход продукции категории А 97—98%.
Система очистки дымовых газов туннельной печи дает высокую экономическую и экологическую эффективность. В настоящее время эта система внедряется на многих действующих кирпичных заводах во Вьетнаме.
За последние 15 лет (1990—2005 гг.) во Вьетнаме было построено больше 250 керамических заводов мощностью 30, 20, 15, 10—12 и 5—7 млн шт. усл. кирпича вьетнамского формата в год. В отличие от первых построенных линий, при проектировании новых технологических линий применяются новейшие национальные достижения научно-исследовательских работ по переработке сырьевых смесей, используется естественная сушка. В этих проектах почти все технологическое оборудование отечественное. В 2005 г. из объема 10,94 млрд шт. условного кирпича стеновых изделий, керамический кирпич составлял больше 96%.
Список литературы
- Бак Динь Тхиен. Современная технология строительной керамики // Сб. материалов совместного международного симпозиума «Научные достижения в исследованиях о новых современных строительных материалах». Ханой, 2006. С. 39—45.
- Bach Dinh Thien, Bui Van Boi, Hoang Vinh Long, Stark J. Research and development of ceramic glued tiles for external decoration of buildings using tightly-fusible clays // NOCMAT/3 — «Vietnam International Conference Non-Conventional Materials and Technologies». 12—13 March 2002. Hanoi, Vietnam. P. 280-286.
- Бурлаков Г.С., Бак Динь Тхиен., Баландина В.В. Крупноразмерные стеновые блоки из легкого бетона на обжиговой связке с использованием производственных отходов // Известия вузов. Строительство и архитектура. 1984. № 1. С. 79-83.
- Бак Динь Тхиен, Баженов Ю.М. Определение производительности технологических переделов на заводах керамических стеновых материалов с естественной сушкой сырых кирпичей // Сб. материалов 3-й международной (VIII традиционной) научно-практической конференции молодых ученых, аспирантов и докторантов «Строительство — формирование среды жизнедеятельности». Москва, 25-26 мая 2005 г. C. 191-193.
Статья взята из журнала «Строительные материалы»



