



Т.Е. КОБИДЗЕ, канд. техн. наук, В.Ф. КОРОВЯКОВ, д-р техн. наук, ГУП «НИИМосстрой»,
С.А. САМБОРСКИЙ, инженер, ООО «СОТИМ плюс» (г Старый Оскол, Белгородская обл.)
Одной из важнейших задач повышения теплоизоляционных свойств ограждающих конструкций зданий, снижения их веса и экономии материальных ресурсов является производство легких строительных материалов и изделий. К числу таких эффективных материалов относятся материалы и изделия, получаемые из ячеистого бетона, в том числе пенобетона.
К преимуществам технологии пенобетона относится пониженная зависимость процесса поризации и конечных свойств материала от внешних факторов и возможность направленно регулировать объем и характер пористой структуры материала с получением мелкодисперсной однородной ячеистой структуры (размеры пор 50—200 мкм). Это определяет повышенную стабильность технологических процессов и качественных показателей пенобетонных материалов, производимых в заводских и особенно в построечных условиях.
Известны два способа получения пенобетона: раздельный, или двухстадийный и одностадийный.
Второй способ прост, но качество пенобетона, получаемого этим способом, ниже. Поэтому чаще применяют раздельный способ приготовления пенобетонной смеси, несмотря на то, что в этом случае требуется дополнительное оборудование.
Названные способы достаточно эффективны для получения пенобетонов средней плотности выше 600 кг/м3, но оказались неподходящими для получения пенобетона средней плотности 500 кг/м3 и ниже.
В конце 80-х годов прошлого столетия в МИСИ им. В.В. Куйбышева (ныне МГСУ) был разработан метод получения пенобетона низкой плотности, названный «обжатие-релаксация» (а.с. № 1524428, № 1559642).
Принципиальная оригинальность метода заключается в том, что впервые в мировой практике технологии пенобетона предложен прием, согласно которому процесс приготовления пенобетонной смеси, включающий два этапа — поризацию и гомогенизацию — производится под давлением, то есть в обжатом состоянии пены и пенобетонной смеси. Затем происходит релаксация пенобетонной смеси до исходного объема за счет плавного снятия обжимающего усилия и выравнивания давления внутри смеси до атмосферного.
Обжатие пеномасс вызывает искусственное снижение ее изначальной кратности. Это приводит к перестройке пористой структуры и изменению ее свойств за счет уменьшения размера и взаимоудаления воздушных пузырьков, в том числе в зонах их соприкосновения, обусловливающих жесткость пеноструктуры. При этом с повышением степени обжатия увеличивается толщина межпоровых прослоек, плотность и дисперсность пеноструктуры, устраняется жесткость ее строения, повышается подвижность пеномассы (табл. 1).
Таблица 1
|
Технологические параметры |
Технологические характеристики пены при кратности |
||||||
|
2 |
3 |
4 |
6 |
8 |
10 |
12 |
|
| Плотность, г/см3 |
0,5 |
0,33 |
0,25 |
0,166 |
0,125 |
0,1 |
0,083 |
| Консистенция |
текучая |
текучая |
текучая |
литьевая |
полужесткая |
жесткая |
жесткая |
| Подвижность, см |
37 |
30 |
25 |
15 |
8 |
0 |
0 |
| Объем воздушной фазы, % |
50 |
67 |
75 |
83,33 |
87,5 |
90 |
91,66 |
| Изменение объема пены от исходного при минерализации сухим порошком вяжущего (В/Т — 0,5), % |
91 |
94 |
92 |
84 |
70 |
62 |
58 |
Все это способствует упрочнению воздушных пузырьков, повышению удобообрабатываемости и устойчивости пеноструктур в процессе минерализации, гомогенизации и перекачки смеси. Данный метод способствует увеличению коэффициента использования пены, сокращению времени приготовления пенобетонной смеси, использованию смесителей непрерывного действия, повышению гомогенности и дисперсности, снижению В/Т, а после восстановления пеномассы до исходного объема — получению пенобетона с высокими характеристиками.
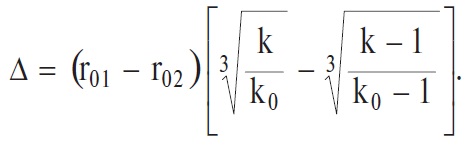
Научно-экспериментальными исследованиями установлены зависимости между основными технологическими параметрами приготовления пенобетонных смесей при избыточном давлении и получаемыми характеристиками пенобетона. Был проведен математический анализ процесса обжатия пеноструктур, подтвердивший изменение взаимоудаления соседних пузырьков в зонах соприкосновения при обжатии системы по приведенной схеме (рис. 1). Получены математические описания, отражающие взаимосвязь тех структурных параметров, подбором которых возможно направленное регулирование толщины прослоек соприкосновения соседних пузырьков (А) и, следовательно, установление условий для устранения жесткости пеноструктур разной плотности и обеспечения соизмеримости толщины данных прослоек с частицами вяжущего, обусловливающих создание оптимальных технологических условий для получения полностью и равномерно минерализованных, качественных пенобетонных масс. Этими параметрами являются радиус воздушных пузырьков до обжатия (г0), кратность пеноструктуры (пенобетонной смеси) до (k0) и после обжатия (k):
Этим же способом можно обрабатывать пеномассы, полученные традиционными способами, особенно при низких В/Т (табл. 2).
Таблица 2
|
Технология приготовления пенобетона |
В/Т |
Диапазон времени гомоге-низации(с сохранением данной плотности при традиционной технологии), с |
Свойства пенобетона, р = 350 кг/м3 |
||
|
Средний диаметр пор, мм |
Среднее квадратичное отклонение |
Прочность при сжатии, МПа |
|||
| Традиционная двухстадийная |
0,8 |
30-90 |
0,32 |
4,3 |
0,42 |
| То же + обжатие-релаксация |
0,8 |
10-20 |
0,3 |
4,1 |
0,46 |
| Традиционная двухстадийная |
0,6 |
45-120 |
0,28 |
5,2 |
0,54 |
| То же + обжатие-релаксация |
0,6 |
10-45 |
0,25 |
4,3 |
0,63 |
| Традиционная двухстадийная |
0,5 |
10-15 |
0,3 |
7,3 |
0,38 |
| То же + обжатие-релаксация |
0,5 |
10-60 |
0,22 |
4,6 |
0,7 |
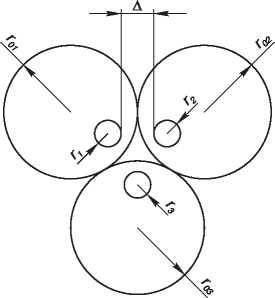
Рис. 1. Схема трансформации пеноструктуры при обжатии: А — толщина прослойки соприкосновения соседних пузырьков после обжатия; r01, r02, r03 — исходные радиусы воздушных пузырьков; r1, r2, r3 — радиусы обжатых пузырьков; Т — треугольник Гиббса (жидкая фаза при исходной кратности пеноструктуры)
I. Циклический режим производства
(источник обжимающего и транспортирующего усилия — сжатый воздух)
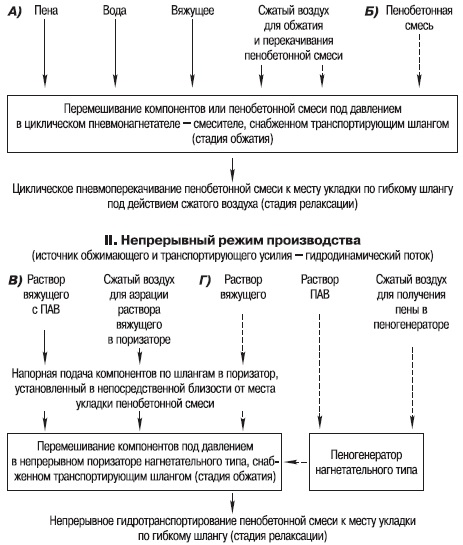
Рис. 2. Принципиальные технологические схемы производства пенобетона под давлением на основе метода «обжатие-релаксация»
Универсальность метода подтверждается и тем, что технологический принцип, заложенный в основу, позволяет применять его для транспортирования пенобетонных масс, совмещая процесс приготовления качественной смеси (на стадии обжатия) с процессом ее перекачивания по трубопроводу под давлением. При этом в процессе перекачивания и формования смеси происходит релаксация пеномассы до начального объема за счет выравнивания давления.
Таким образом, при разработке данного метода максимально использован внутренний потенциал технологических свойств пеноструктур, решены принципиальные научно-практические вопросы технологии пенобетона, а именно:
- возможность получения высокопоризованных гомогенных материалов с пониженным В/Т отношением и высоким коэффициентом использования пены за счет направленного регулирования структурных и пластично-вязких характеристик пеноструктур в процессе приготовления пенобетонных смесей;
- разработан эффективный современный способ транспортирования пенобетонных смесей к месту укладки в заводских и построечных условиях;
- обеспечена возможность применения метода совместно с существующими способами приготовления пенобетонных смесей.
Для практического воплощения данного метода были разработаны технологические схемы (рис. 2) и оборудование для приготовления и перекачивания пенобетонных смесей в обжатом состоянии под избыточным давлением с использованием мешалок-пневмонагнетателей циклического действия и аэратора непрерывного действия нагнетательного типа (а.с. № 1601969 (1989); а.с. № 1726459 (1992); а.с. № 1745550 (1992)).
Практическая реализация метода была начата в 1987—1989 гг. На ряде объектов согласно схеме Б с применением мобильных установок было уложено до 20 тыс. м2 прослойки под полы и теплоизоляционного основания из монолитного пенобетона под кровли и переданы в эксплуатацию четыре установки [1, 2]. С их помощью получены пенобетоны средней плотности 350—500 кг/м3, с пределом прочности при сжатии 0,65—1,6 МПа и коэффициентом теплопроводности 0,075-0,1 Вт/(моС).
В развитие выполненных работ была апробирована возможность получения пенобетонных масс непрерывным способом в процессе перекачки малопоризованной смеси через аэратор нагнетательного типа (схема В). В аэраторе поток смеси, обжатый избыточным давлением, в непрерывном режиме подвергался поризации сжатым воздухом и перекачивался к месту заливки гибким шлангом [2, 3].
Перспективно использование запатентованного пори-затора [4], который представляет собой малогабаритную цилиндрическую сверхскоростную мешалку непрерывного действия с совмещенными отсеками пеногенерации и смешивания пены с раствором вяжущего. Напорный метод подачи исходных компонентов (сжатый воздух — компрессором, водные растворы пенообразователя и вяжущего — соответствующими насосами) и конструкция поризатора обусловливают возможность создания внутри агрегата избыточного давления, под воздействием которого в непрерывном режиме согласно методу «обжатие-релаксация» может происходить обжатие приготовленной пены, ее смешивание в данном состоянии с вяжущим, а затем разжатие-релаксация приготовленной под давлением пенобетонной смеси (в процессе транспортирования и заливки смеси с помощью гибкого шланга) — схема Г.
По данной технологии можно получать пенобетонные материалы со средней плотностью от 200 до 1200 кг/м3 при производительности 4—16 м3/ч и дальности его подачи поризатором по горизонтали до 15 м и по вертикали до 10 м. Расстояние от водяной станции, раствора пенообразователя, компрессора и героторного растворонасоса до поризатора может составлять от 2 до 100 м по горизонтали и 50 м по высоте. На рис. 3 показан комплекс оборудования для рассматриваемой технологической схемы.
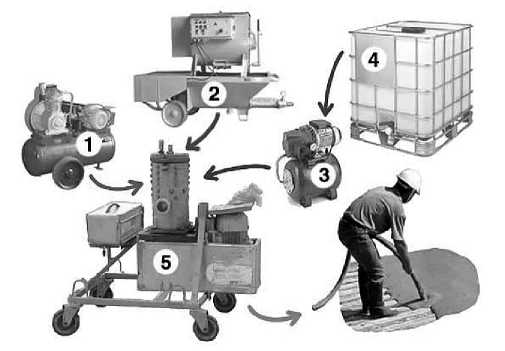
Рис. 3. Технологическая схема производства пенобетона
Принципиальным отличием и несомненным преимуществом данной технологии и оборудования являются непрерывный режим работы, малые масса и габариты поризатора-нагнетателя (210×600 мм), возможность приготовления и выдачи пенобетонной смеси поризатором в непосредственной близости от места укладки, что облегчает развертывание производства пенобетонной смеси в любом месте, в том числе непосредственно на стройплощадке, обеспечивает стабильность технологических процессов и качественных показателей получаемых материалов.
На производственно-технологической базе ООО «СОТИМ плюс» (г. Старый Оскол) с использованием данного оборудования по методу обжатия-релаксации освоено производство резательной технологии пенобетонных блоков плотностью 400—500 кг/м3 и прочностью не менее 1,5 МПа (производительностью 30—60 м3/сут). Также с использованием мобильного комплекса «Пенобетон МК1» производятся монолитные теплоизоляционные основания под кровли и прослойки под полы средней плотности 200—600 кг/м3. Получены теплоизоляционные плиты из пенобетона плотностью 200—230 кг/м3 и прочностью от 0. 12.до 0,2 МПа. Накоплен большой опыт по организации производства указанных материалов в заводских и построечных условиях.
Совместно с ООО «Приват Деал» и РУП «Волковысский завод КСОМ» организовано изготовление оборудования для производства пенобетона по данной технологии.
В развитие рассмотренного метода разрабатываются технологические приемы, позволяющие получать пенобетонные материалы средней плотности ниже 200 кг/м3. Это достигается благодаря подбору оптимальной дисперсности и однородности пенобетонной смеси, повышению ее устойчивости при одновременном снижении В/Т отношения.
Одновременно решаются задачи ускорения твердения пенобетонных масс и снижения усадки до допустимых величин. Особенно эффективным быстротвердеющим вяжущим для получения пенобетона оказалось композиционное гипсовое вяжущее (КГВ). Это вяжущее и бетоны на его основе [5] характеризуются короткими регулируемыми сроками схватывания, быстрым набором прочности, гидравлическим твердением. Возможность варьирования состава и дисперсности КГВ при его производстве позволяет выбрать вяжущее, обеспечивающее необходимые характеристики получаемому из него пенобетону. Долговечность бетонов на основе КГВ доказана результатами комплексных исследований.
Список литературы
- Меркин А.П., Кобидзе Т.Е., Зудяев Е.А., Фрейдин К.Б. Опыт устройства монолитной пенобетонной звукотеплоизоляции полов жилых зданий на строительстве Хмельницкой АЭС // Энергетическое строительство. 1988. № 11. С. 47-49.
- Меркин А.П., Кобидзе Т.Е., Зудяев Е.А. В стационарном и мобильном вариантах (о технологии и оборудовании для производства монолитного пенобетона) // Механизация строительства. 1990. № 10. С. 7-9.
- Меркин А.П., Зудяев Е.А. Установка для получения и транспортирования пенобетонных смесей // Строительные и дорожные машины. 1992. № 11. С. 4-7.
- Патент РФ № 2077421. Устройство для аэрации строительного раствора. Киселев А.Ю., Трифонов Ю.П., Кушу Э.Х., Токарев В.И. 1997.
- Коровяков В.Ф. Теоретические аспекты и практические результаты создания гидравлических композиционных гипсовых вяжущих повышенной долговечности. Проблемы и пути создания композиционных материалов из отходов промышленности. СибТИУ. Новокузнецк. 1999.
Статья взята из журнала «Строительные материалы»



